





Respuesta rapida
Los parámetros de soldadura por electrofusión dependen principalmente del diámetro de la tubería, el voltaje de operación y el tiempo de fusión indicado por el fabricante del accesorio.
Los parámetros de soldadura por electrofusión dependen principalmente del diámetro de la tubería, el voltaje de operación y el tiempo de fusión indicado por el fabricante del accesorio. Respetar estos valores es condición indispensable para obtener una unión confiable, libre de defectos y apta para operar bajo presión en instalaciones de tuberías HDPE.
En proyectos de agua potable, gas, minería o saneamiento, la integridad de cada unión soldada determina la seguridad de toda la red. Un error en el tiempo de fusión, en la tensión eléctrica aplicada o en el procedimiento de preparación superficial puede provocar una soldadura deficiente que no se detecta a simple vista, pero que fallará bajo presión o ante ciclos térmicos.
A diferencia de la soldadura por termofusión a tope, la electrofusión depende de parámetros que varían según el diámetro del tubo, el diseño del accesorio de electrofusión y la energía entregada por la máquina de electrofusión. La correcta lectura del código de barras del accesorio, la preparación adecuada de la superficie raspada y los tiempos de enfriamiento son factores críticos que los ingenieros y técnicos responsables de la instalación deben dominar.
Esta guía técnica detalla los parámetros de soldadura por electrofusión organizados por rango de diámetro, los requisitos de la máquina de soldadura, el procedimiento paso a paso y los consejos adicionales que permiten asegurar la calidad de la soldadura en cada unión.
Necesitas asesoria tecnica para tu proyecto? Habla con un especialista AGRU
¿Qué parámetros controla la máquina de electrofusión?
La máquina de electrofusión es el equipo que entrega la energía eléctrica necesaria para fundir el polietileno en la zona de contacto entre el tubo y el accesorio. Los tres parámetros fundamentales que controla son:
- Voltaje (V): tensión eléctrica aplicada al resistor embebido en el accesorio. Los valores más comunes son 8 V, 24 V y 40 V, dependiendo del fabricante y el diámetro.
- Tiempo de fusión (s): duración del ciclo de calentamiento durante el cual el resistor funde el polietileno en la interfaz. Varía desde decenas de segundos en diámetros pequeños hasta varios minutos en diámetros superiores a DN 400.
- Tiempo de enfriamiento (min): período obligatorio de inmovilización tras completar el ciclo, necesario para que el polietileno solidifique y la unión alcance su resistencia mecánica.
La mayoría de las máquinas de soldadura por fusión actuales leen estos parámetros directamente desde el código de barras impreso en el accesorio de electrofusión, lo que reduce el margen de error por ingreso manual. No obstante, el operador debe saber verificar que los valores cargados corresponden al accesorio instalado y que la tensión de red disponible en obra cumple los requisitos del equipo.
Referencia normativa
Los procedimientos de soldadura por electrofusión en tuberías de polietileno están regulados por la norma ISO 11414 (preparación de juntas de PE mediante electrofusión), complementada por ISO 12176-2 (equipos para soldadura de tuberías de plástico — máquinas de electrofusión) y la norma chilena NCh 399 para instalaciones de agua potable. En aplicaciones de gas, aplica adicionalmente la ISO 4437.
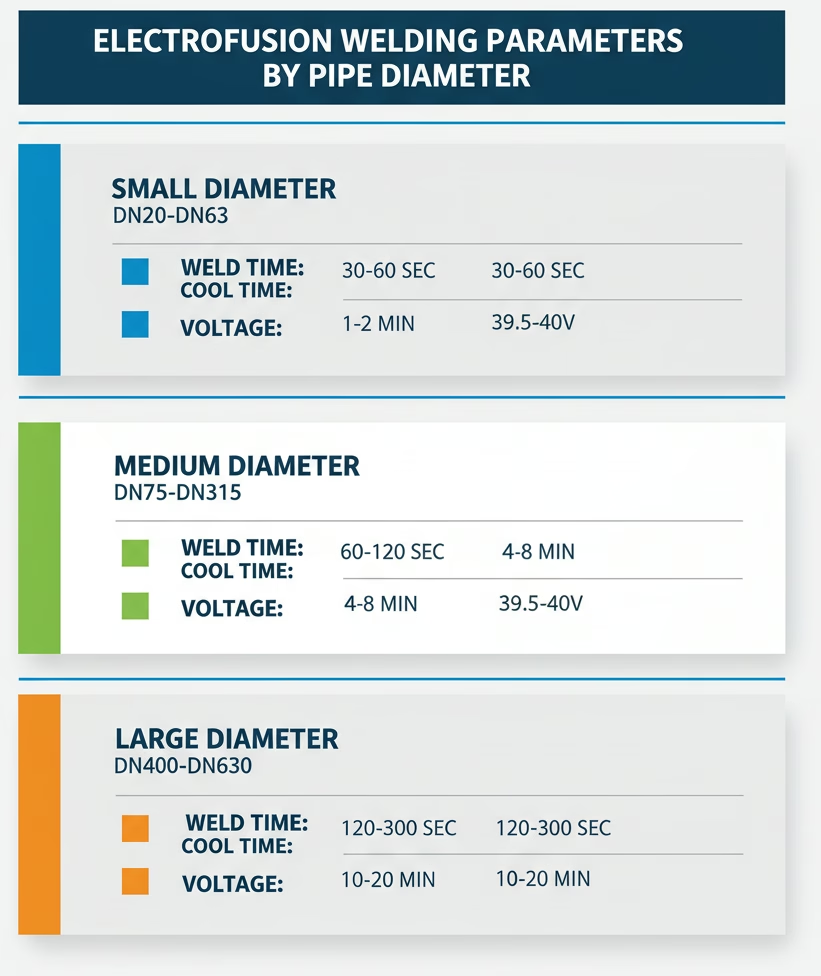
Parámetros de soldadura por electrofusión según diámetro
La siguiente tabla recoge rangos referenciales de parámetros de soldadura para accesorios de electrofusión en tuberías HDPE PE 100. Los valores exactos deben siempre obtenerse del etiquetado o código de barras del accesorio, ya que cada fabricante define su curva de energía específica.
| Diámetro nominal (DN)
|
Voltaje típico (V) | Tiempo de fusión referencial (s) | Tiempo de enfriamiento mínimo (min) | Observaciones |
|---|---|---|---|---|
| DN 20 – DN 63 | 8 – 24 | 40 – 90 | 5 – 10 | Accesorios de conexión domiciliaria y derivaciones menores |
| DN 75 – DN 160 | 24 – 40 | 90 – 220 | 10 – 20 | Redes de distribución de agua y gas de baja presión |
| DN 180 – DN 315 | 24 – 40 | 220 – 600 | 20 – 35 | Redes de transmisión; requiere alineación mecánica obligatoria |
| DN 355 – DN 500 | 40 | 600 – 1.500 | 35 – 60 | Infraestructura de alta presión; generador dedicado recomendado |
| DN 560 – DN 630 | 40 | 1.500 – 3.000+ | 60 – 90 | Proyectos mineros e industriales; certificación de operador requerida |
REGLA IMPORTANTE: Los valores de la tabla son rangos referenciales. Para cada soldadura en obra, los parámetros definitivos de tiempo de fusión y voltaje deben obtenerse exclusivamente desde el código de barras del accesorio o de la ficha técnica del fabricante. Modificar manualmente estos valores sin justificación técnica documentada invalida la trazabilidad de la unión.
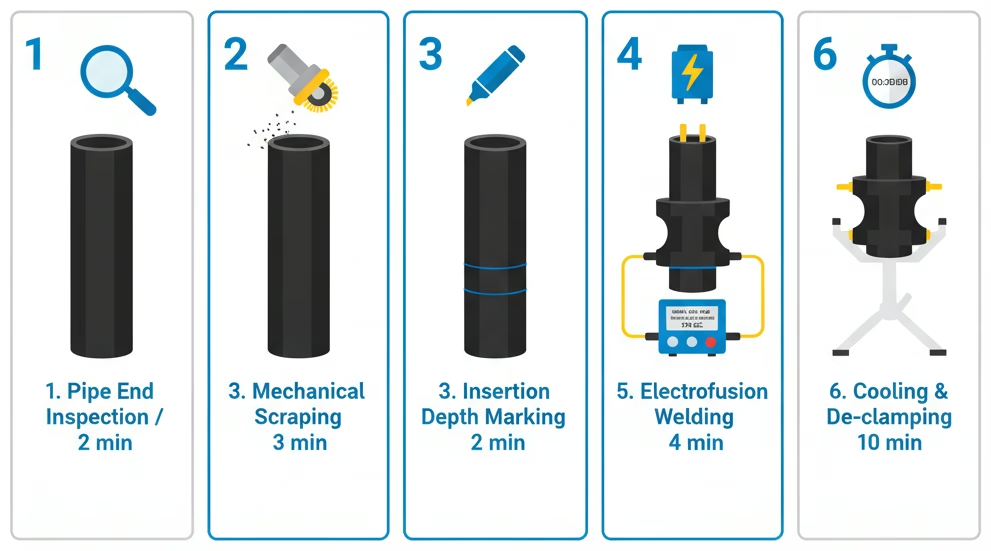
Guía paso a paso: cómo realizar una soldadura por electrofusión
El siguiente procedimiento es aplicable a conexiones de electrofusión en tuberías HDPE conforme a ISO 11414. Cada etapa es crítica para la calidad de la soldadura final.
Paso 1 — Preparación y verificación del tubo
Cortar el tubo HDPE en escuadra (perpendicular al eje) con sierra o cortador apropiado. Verificar que el diámetro exterior del tubo se encuentre dentro de la tolerancia indicada por el fabricante del accesorio. Limpiar el extremo del tubo con un paño libre de pelusa y sin solventes que puedan degradar el polietileno.
Paso 2 — Raspado de la superficie exterior del tubo
La zona de inserción del tubo debe someterse a raspado mecánico para eliminar la capa oxidada de polietileno. Esta superficie raspada es indispensable: la capa superficial del polietileno, expuesta al ambiente, contiene óxidos que impiden la correcta fusión. El raspado debe retirar entre 0,1 mm y 0,2 mm de material en toda la longitud de inserción, que corresponde a la profundidad del accesorio. No tocar la superficie raspada con las manos ni apoyarla en superficies contaminadas.
Paso 3 — Marcado de la profundidad de inserción
Con marcador indeleble, trazar una línea en el tubo que indique la profundidad de inserción correspondiente a la longitud del accesorio. Esta marca permite verificar visualmente que el tubo está completamente insertado antes y después de soldar.
Paso 4 — Insertar el accesorio y conectar a la máquina de electrofusión
Insertar el tubo en el accesorio de electrofusión hasta la marca trazada. Si el accesorio tiene dos extremos, insertar ambos tubos antes de iniciar el ciclo. Asegurar la alineación con abrazadera o alineador cuando el diámetro sea DN 110 o superior. Conectar los terminales de la máquina de soldadura a los conectores del accesorio, respetando la polaridad si el equipo lo requiere.
Paso 5 — Ingresar parámetros y ejecutar el ciclo
Escanear el código de barras del accesorio con el lector integrado en la máquina de electrofusión. La máquina de soldadura por fusión cargará automáticamente el voltaje y el tiempo de fusión correspondientes. Verificar en pantalla que los valores coincidan con los impresos en el accesorio. Iniciar el ciclo. No interrumpir el proceso: una interrupción en el tiempo de fusión puede generar una fusión parcial que no es visible exteriormente.
Paso 6 — Tiempo de enfriamiento y desconexión
Al completar el ciclo, la máquina indicará el tiempo de enfriamiento mínimo. Durante este período, la unión no debe moverse, recibir cargas ni ser sometida a presión. Solo una vez transcurrido el tiempo de enfriamiento se puede retirar la alineación y continuar con la instalación.
Condiciones ambientales que afectan los parámetros
La temperatura ambiente incide en el comportamiento del polietileno durante la fusión. Algunas máquinas de electrofusión permiten ingresar la temperatura ambiente para aplicar un factor de corrección automático al tiempo de fusión. Cuando la temperatura es inferior a 0 °C o superior a 40 °C, consultar las instrucciones del fabricante del accesorio, ya que puede requerirse protección de la zona de soldadura o ajuste de parámetros. Estas condiciones deben quedar registradas en el protocolo de soldadura.
Requisitos de la máquina de soldadura para cada rango de diámetro
No todas las máquinas de electrofusión son aptas para cualquier diámetro. La potencia del equipo determina la corriente máxima que puede entregar y, por tanto, el diámetro máximo que puede soldar de forma continua. Al seleccionar el equipo para un proyecto, considerar los siguientes factores:
- Potencia mínima (W): para DN mayor a 315 se recomienda una máquina de soldadura con potencia igual o superior a 4.000 W.
- Rango de voltaje: el equipo debe cubrir los voltajes requeridos por el accesorio (8 V, 24 V o 40 V según corresponda).
- Lector de código de barras: obligatorio para garantizar la trazabilidad y evitar errores al ingresar parámetros manualmente.
- Memoria y registro: los equipos modernos almacenan el historial de cada soldadura (fecha, hora, parámetros, operador), lo cual es exigido en proyectos con certificación de calidad y en tuberías de gas.
- Fuente de alimentación: en obras sin red eléctrica estable, usar generador con regulador de voltaje. Las fluctuaciones de tensión alteran la energía entregada al accesorio y comprometen la calidad de la soldadura.
Lectura automática por código de barras:
- Proyectos con trazabilidad requerida
- Tuberías de gas (ISO 4437)
- Operadores en formación
- Grandes volúmenes de soldaduras
- Certificación de calidad ISO 9001
Ingreso manual de parámetros (solo cuando aplique):
- Código de barras dañado o ilegible
- Operador certificado con ficha técnica disponible
- Requiere documentación de respaldo
- Verificar doble los valores ingresados
Errores frecuentes que afectan la calidad de la soldadura
La mayoría de las soldaduras deficientes en instalaciones de tuberías de polietileno tienen origen en errores de preparación, no en fallas del equipo. Los más comunes son:
- Superficie sin raspar o raspada insuficientemente: el óxido superficial impide la fusión homogénea del polietileno.
- Contaminación de la zona de inserción: grasa, humedad o polvo en el tubo o en el interior del accesorio interrumpen la unión molecular.
- Tubo no insertado hasta la profundidad correcta: genera zonas de fusión parcial en el extremo del accesorio.
- Movimiento durante el enfriamiento: rompe el proceso de solidificación y genera tensiones internas en la unión.
- Parámetros incorrectos por error al ingresar manualmente: un tiempo de fusión inferior al requerido deja el polietileno sin fundir completamente; uno superior puede quemar el resistor o deformar el accesorio.
- Tensión de red inestable: variaciones de voltaje durante el ciclo afectan la energía total entregada al accesorio.
REGLA IMPORTANTE: En aplicaciones de tuberías de gas, toda soldadura debe ser ejecutada por un operador con certificación vigente según los requisitos de la empresa distribuidora y la norma aplicable. La máquina de soldadura debe contar con memoria de registro descargable para auditoría.
AGRU Chile: conexiones de electrofusión para tuberías HDPE PE 100-RC
AGRU fabrica accesorios de electrofusión en resina PE 100-RC para diámetros desde DN 20 hasta DN 630, diseñados para operar en conjunto con las principales máquinas de electrofusión del mercado. Cada accesorio incorpora el código de barras con los parámetros de soldadura validados por el fabricante, lo que garantiza que la máquina de soldadura por fusión opere con la energía exacta para cada unión.
Los accesorios AGRU para electrofusión están disponibles en configuraciones de manguito, codo, tee, reducción y silla de derivación, y cumplen con los requisitos de la norma ISO 4427 e ISO 11414 para instalaciones de agua y saneamiento. Para proyectos que requieren trazabilidad completa o certificación de calidad de la soldadura, el equipo técnico de AGRU puede asesorar en la selección del accesorio y el procedimiento de instalación adecuado.
Si necesita información técnica sobre los parámetros de soldadura específicos para los accesorios AGRU o sobre las características del polietileno de alta densidad PE 100-RC, o si requiere una revisión completa de las opciones disponibles en tuberías HDPE para su proyecto, el equipo de especialistas de AGRU Chile está disponible para apoyar el proceso de especificación.
Conclusión
Los parámetros de soldadura por electrofusión no son valores universales: dependen del diámetro del tubo, del diseño del accesorio de electrofusión y del voltaje definido por el fabricante. La lectura del código de barras del accesorio mediante la máquina de electrofusión es el método más seguro para ingresar parámetros correctos y mantener la trazabilidad de cada unión.
La preparación adecuada de la superficie raspada, la correcta inserción del tubo y el cumplimiento del tiempo de enfriamiento son variables igualmente determinantes para la calidad de la soldadura. En proyectos con requisitos de certificación —especialmente en tuberías de gas o en infraestructura crítica— el registro automático de parámetros por parte de la máquina de soldadura pasa a ser un requisito técnico y contractual.
Aplicar esta guía paso a paso, complementada con los datos del fabricante del accesorio y las normas ISO 11414 e ISO 12176-2, permite completar cada soldadura con la confianza de que la unión cumplirá su vida útil proyectada.
¿Necesitas asesoría técnica para tu proyecto de electrofusión?
Un especialista de AGRU Chile puede orientarte en la selección de accesorios, parámetros de soldadura y procedimientos de instalación para tuberías HDPE PE 100-RC en cualquier diámetro. Completa el formulario y te contactamos a la brevedad.
Solicitar asesoría técnica

