





Respuesta rapida
Los fittings de electrofusión para tuberías HDPE son conexiones termoplásticas que incorporan resistencias eléctricas integradas para generar la unión molecular entre piezas de polietileno de alta densidad, sin requerir fuente de calor externa.
Los fittings de electrofusión para tuberías HDPE son conexiones termoplásticas que incorporan resistencias eléctricas integradas para generar la unión molecular entre piezas de polietileno de alta densidad, sin requerir fuente de calor externa. Esta guía técnica describe los tipos disponibles, los rangos de diámetros más utilizados en proyectos chilenos y los criterios de selección para cada aplicación.
En proyectos de infraestructura sanitaria, minería, gas y riego tecnificado, la selección correcta de las conexiones determina en gran medida la integridad a largo plazo del sistema de tuberías. Las conexiones de electrofusión HDPE resuelven uno de los problemas más frecuentes en obra: la necesidad de unir tuberías en condiciones de espacio reducido, con alineación difícil o en tramos donde la soldadura por termofusión a tope no resulta práctica.
A diferencia de otros métodos de unión, la electrofusión HDPE genera una soldadura de alta resistencia que iguala o supera la resistencia mecánica del tubo base, cumpliendo con los requisitos de la norma ISO 4427 para sistemas de abastecimiento de agua y con ISO 12176 para el equipamiento de fusión. Conocer los tipos de fitting disponibles, sus diámetros de aplicación y las restricciones de cada uno permite especificar con precisión y evitar rechazos durante la inspección de obra.
Esta guía está dirigida a ingenieros de proyecto, inspectores técnicos y encargados de compras que trabajan con sistemas de tuberías de polietileno en Chile, y cubre desde los fittings más comunes hasta piezas especiales para tomas de servicio y reparaciones en línea.
Necesitas asesoria tecnica para tu proyecto? Habla con un especialista AGRU
¿Qué es un fitting de electrofusión y cómo funciona?
Un fitting de electrofusión es una pieza de polietileno de alta densidad (HDPE) que lleva embobinada en su superficie interior una resistencia eléctrica de precisión. Al conectar el fitting a un controlador de electrofusión y suministrar la energía especificada por el fabricante —normalmente a 8 V, 12 V o 24 V según el diámetro—, la resistencia genera calor de manera uniforme. Ese calor funde simultáneamente la superficie interna del fitting y la superficie exterior de la tubería insertada, creando una zona de fusión que al enfriarse forma una unión continua sin juntas mecánicas.

Quieres ver AGRU aplicada en proyectos reales? Conoce nuestros casos de exito
El proceso está regulado por la norma ISO 11414, que establece los requisitos de preparación de superficie, alineación y parámetros de fusión. El tiempo de fusión y el voltaje son datos propios de cada fitting e identificables mediante el código de barras o código QR impreso en la pieza, que el equipo de electrofusión lee automáticamente.
Normas de referencia aplicables en Chile
Las conexiones de electrofusión HDPE deben cumplir con ISO 4427 (tuberías de PE para agua a presión), ISO 11414 (preparación y procedimiento de electrofusión), ISO 12176-2 (equipos de fusión para PE) e ISO 8085-3 para conexiones de gas. En proyectos sanitarios chilenos también se referencia la norma NCh 399 para tuberías de presión.
Tipos de fittings de electrofusión HDPE disponibles

El catálogo de conexiones de electrofusión para tuberías HDPE cubre una amplia variedad de geometrías. A continuación se describen los tipos principales, sus características técnicas y sus aplicaciones típicas en proyectos industriales y de infraestructura.
Copla de electrofusión (manga recta)
La copla es el fitting de electrofusión más utilizado. Permite unir dos tramos de tubería HDPE del mismo diámetro en línea recta. Resulta indispensable en la extensión de redes, en la reparación de tramos dañados y en la conexión de rollos de tubería. Existe también la copla reducción, que une tubería de dos diámetros distintos sin necesidad de elementos adicionales. Ambos tipos están disponibles desde DN 20 mm hasta DN 630 mm en materiales PE 100.
Codo de electrofusión (45° y 90°)
Los codos permiten cambios de dirección en la red. El codo a 90° es el más frecuente en instalaciones domiciliarias y redes de distribución, mientras que el codo a 45° se emplea cuando la geometría del trazado requiere un cambio de dirección más suave o cuando se encadenan varios codos para lograr un desvío mayor. Ambas geometrías garantizan la continuidad de la resistencia a presión interna al mantener la integridad de la pared del tubo en la zona de unión.
Tee y tee reducción
Las tees de electrofusión permiten derivaciones en T sobre la línea principal. La tee estándar mantiene el mismo diámetro en los tres extremos, mientras que la tee reducción incorpora una ramificación de menor diámetro. Son ampliamente utilizadas en redes de distribución de agua potable, sistemas de riego y piping industrial cuando se requiere subdividir el flujo. Disponibles habitualmente hasta DN 250 mm en configuración de electrofusión EF.
Arranque simple y arranque autoperforante (Tapping Tee)
El arranque simple (o saddle de electrofusión) se suelda sobre la tubería existente en operación o fuera de servicio para derivar una conexión lateral sin necesidad de cortar la línea. Es ideal para acometidas domiciliarias y conexiones de servicio en redes de distribución. El arranque autoperforante (tapping tee) incorpora adicionalmente un mecanismo de perforación integrado que permite abrir el paso al ramal sin interrumpir el servicio, lo que lo convierte en la solución preferida para intervenciones en redes presurizadas. Ambos tipos conforman la familia de saddles para tuberías HDPE.
Tapón de electrofusión
El tapón (o tapon en catálogos técnicos) se utiliza para sellar de manera permanente o temporal el extremo de una tubería. A diferencia del tapón roscado o bridado, el tapón de electrofusión genera una unión molecular que garantiza el mismo nivel de hermeticidad que el resto del sistema, sin riesgo de aflojamiento por vibración o cambio de temperatura.
Stub End (extremo para brida libre)
El stub end de electrofusión permite la conexión entre tuberías HDPE y equipos con interfaz de brida (válvulas, bombas, caudalímetros). Se fusiona al extremo del tubo y se completa con una brida libre de acero inoxidable o de polietileno. Es el método estándar de transición entre el sistema plástico y los componentes metálicos en plantas de tratamiento y estaciones de bombeo.
Collar de reparación (Repair Saddle)
El collar de reparación, también denominado repair saddle, cubre una sección dañada de la tubería HDPE mediante dos medias cañas que se fusionan eléctricamente alrededor del tubo. Es la solución de reparación más rápida para roturas lineales en campo, ya que no requiere cortar ni reemplazar el tramo afectado. Su diseño cumple los requisitos de presión del sistema original cuando se ejecuta según los parámetros de fusión del fabricante.
Rango de diámetros y especificaciones técnicas
Los fittings de electrofusión HDPE se fabrican en PE 100 (y en algunos casos PE 100-RC para condiciones de estrés elevado) y cubren un rango de diámetros nominales que va desde DN 20 mm hasta DN 630 mm en las líneas estándar. La siguiente tabla resume los tipos de fitting más comunes con su rango de diámetros disponible y la presión nominal máxima de operación.
| Tipo de fitting EF | Diámetro nominal (DN) | Material | Presión nominal máx. | Norma de referencia |
|---|---|---|---|---|
| Copla recta | DN 20 – DN 630 | PE 100 | PN 16 (hasta DN 250 mm) | ISO 4427-3 |
| Copla reducción | DN 32 – DN 250 | PE 100 | PN 16 | ISO 4427-3 |
| Codo 90° | DN 20 – DN 250 | PE 100 | PN 16 | ISO 4427-3 |
| Codo 45° | DN 20 – DN 250 | PE 100 | PN 16 | ISO 4427-3 |
| Tee igual / tee reducción | DN 32 – DN 250 | PE 100 | PN 10 – PN 16 | ISO 4427-3 |
| Tapping tee (arranque autoperforante) | Tubo principal DN 63 – DN 250 mm | PE 100 | PN 10 – PN 16 | ISO 8085-3 / ISO 4427 |
| Stub end | DN 50 – DN 630 | PE 100 | Según flanges ANSI/ISO | ISO 4427 / EN 1092 |
| Collar de reparación (repair saddle) | DN 63 – DN 250 | PE 100 | Igual al tubo base | ISO 4427-3 |
Para diámetros superiores a 250 mm, los fittings EF de gran porte (hasta DN 630 mm) generalmente requieren equipos de electrofusión de mayor capacidad energética y tiempos de fusión prolongados. En esos casos es crítico verificar la compatibilidad entre el controlador disponible en obra y las especificaciones del fitting.
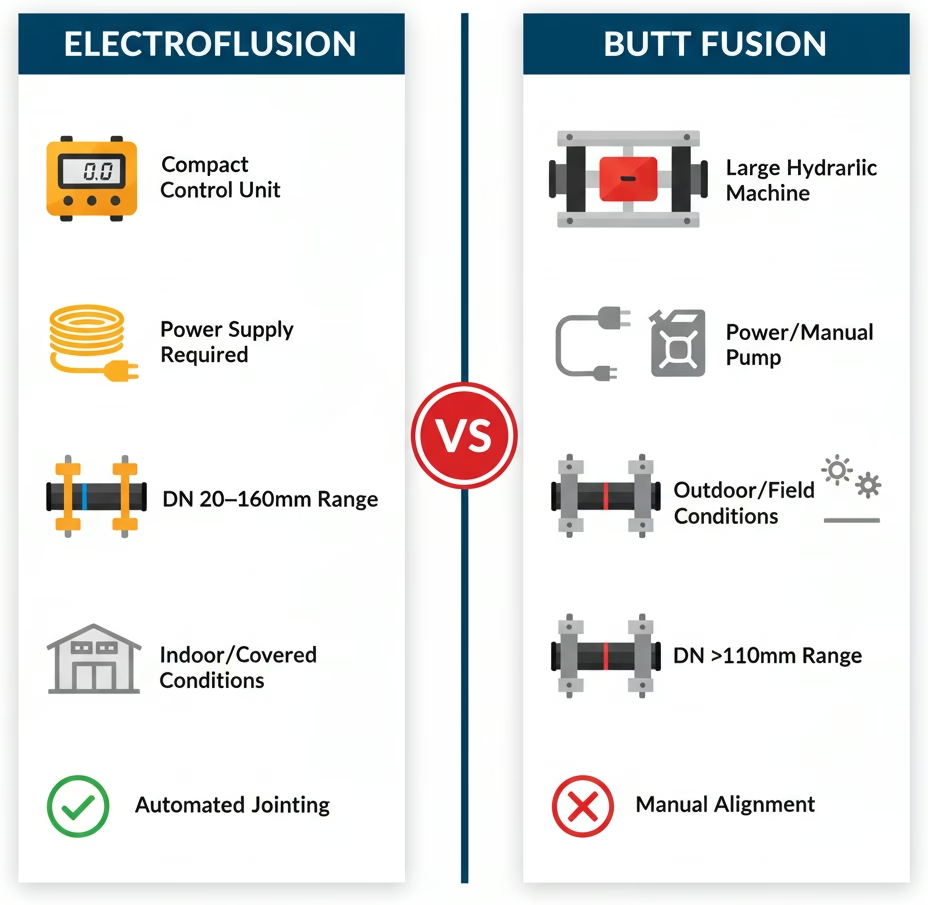
¿Cuándo usar electrofusión en lugar de termofusión a tope?
La electrofusión HDPE y la soldadura por termofusión a tope son los dos métodos predominantes para unir tuberías de polietileno. Cada uno tiene condiciones de aplicación óptimas que conviene conocer antes de especificar.
Cuándo usar electrofusión:
- Espacios confinados o zanjas estrechas
- Tuberías de diámetro pequeño (DN < 63 mm)
- Conexiones sobre tuberías en servicio (tapping tee)
- Reparaciones puntuales en línea
- Uniones con cambio de dirección o derivaciones complejas
- Proyectos de gas natural distribuido (normativa exige EF)
- Cuando no hay acceso para plato de termofusión
Cuándo usar termofusión a tope:
- Tramos rectos largos de diámetro medio-grande (DN ≥ 90 mm)
- Mayor disponibilidad de espacio en obra
- Volúmenes de unión elevados (costo por unión menor)
- Alineación de tubería accesible con equipo de plato
- Proyectos donde no se requieren piezas especiales de desvío
En la práctica, la mayoría de los proyectos de infraestructura combinan ambos métodos: termofusión a tope para los tramos de tendido principal y electrofusión para las conexiones, derivaciones y reparaciones. Esta estrategia optimiza el costo global del proyecto sin sacrificar la integridad del sistema.
Aplicaciones por sector industrial en Chile
Los fittings de electrofusión HDPE se utilizan en prácticamente todos los sectores donde se emplean tuberías HDPE. A continuación se detallan las aplicaciones más relevantes para el mercado chileno:
- Agua potable y saneamiento: Acometidas domiciliarias con arranques simples y tapping tees, ampliaciones de red mediante coplas y tees EF, y reparaciones de emergencia con collares de reparación. Los fittings deben cumplir requisitos de potabilidad según normativa MINSAL y certificación NSF 61 cuando aplique.
- Gas natural y distribución de combustibles: La normativa chilena para redes de distribución de gas exige el uso de electrofusión como método de unión primario. Las piezas deben cumplir ISO 8085-3 y ser trazables mediante registro de fusión documentado.
- Minería e industria: Sistemas de transporte de relaves, agua de proceso y soluciones ácidas. Los fittings EF en PE 100-RC ofrecen mayor resistencia a cargas puntuales y a la propagación lenta de grietas, lo que extiende la vida útil del sistema en condiciones de terreno abrasivo o vibraciones.
- Riego tecnificado y agroindustria: Conexiones de cabezales de riego, derivaciones en sistemas de goteo y fertirrigación. El tapping tee permite agregar ramales a redes en operación sin interrumpir el riego.
- Infraestructura vial y drenaje: Conexiones en sistemas de drenaje pluvial y subterráneo donde la resistencia química del HDPE es determinante frente a suelos agresivos.
Factores clave para especificar correctamente un fitting de electrofusión
Una especificación incompleta es una de las principales causas de errores en la compra de fittings EF. Los datos mínimos necesarios para una especificación técnica correcta son:
- Diámetro nominal (DN) y diámetro exterior real (DE): Los fittings de electrofusión se dimensionan por diámetro exterior, no nominal. Verificar la SDR de la tubería a unir.
- SDR de la tubería: La SDR (relación diámetro/espesor de pared) determina la presión de trabajo del sistema. Un fitting EF debe ser compatible con la SDR del tubo base.
- Material del tubo base: Confirmar PE 80, PE 100 o PE 100-RC. Los fittings EF de PE 100 son compatibles con tuberías PE 80 del mismo diámetro exterior, pero la presión nominal del sistema queda determinada por el componente de menor resistencia.
- Presión de diseño (MOP): Máxima presión de operación que definirá el PN requerido en el fitting.
- Fluido transportado: Agua potable, agua de proceso, gas, hidrocarburos o soluciones químicas. Cada aplicación puede requerir certificaciones específicas.
- Condiciones de instalación: Temperatura de fusión ambiente, humedad, presencia de agua en la zanja y disponibilidad del equipo de electrofusión.
REGLA IMPORTANTE: Nunca reutilizar un fitting de electrofusión que haya sido fusionado previamente, aunque la fusión haya fallado. La resistencia interior queda inutilizable tras el primer ciclo de fusión. El costo de reemplazar un fitting es siempre menor que el costo de una falla en servicio.
Fittings de electrofusión HDPE en AGRU Chile
AGRU Chile suministra conexiones de electrofusión HDPE fabricadas en resina PE 100 de alta calidad para proyectos en los sectores de agua potable, saneamiento, gas, minería e industria. El portafolio incluye coplas rectas, coplas reducción, codos a 45° y 90°, tees, tees reducción, tapones, stub ends, arranques simples, tapping tees y collares de reparación, en diámetros desde DN 20 mm hasta DN 630 mm.
Todos los productos cumplen con las normas ISO 4427 e ISO 11414, y están disponibles con certificación de trazabilidad que incluye los parámetros de fusión grabados o impresos en la pieza. El equipo técnico de AGRU Chile entrega soporte en la selección del fitting adecuado para cada condición de proyecto, incluyendo la revisión de compatibilidad con tuberías existentes y la verificación de los equipos de electrofusión disponibles en obra.
Para proyectos que requieren tuberías HDPE y fittings en un mismo suministro, AGRU Chile ofrece la ventaja de trabajar con un único proveedor que garantiza la compatibilidad dimensional y de material entre ambos componentes del sistema.
Conclusión
Los fittings de electrofusión HDPE constituyen una solución técnica versátil y confiable para la conexión de tuberías de polietileno en una amplia gama de condiciones de obra. La variedad de tipos disponibles —coplas, codos, tees, arranques, tapones, stub ends y collares de reparación— permite resolver prácticamente cualquier geometría de instalación manteniendo la integridad del sistema de presión.
Una especificación correcta, basada en el diámetro exterior real, la SDR de la tubería, el fluido transportado y la presión de diseño, es el primer paso para garantizar uniones duraderas que cumplan con las normas ISO y NCh aplicables. La electrofusión, correctamente ejecutada y documentada, genera uniones que igualan la resistencia del tubo base y ofrecen una vida útil coherente con la del sistema completo.
¿Necesitas asesoría técnica para seleccionar los fittings de electrofusión de tu proyecto?
Completa el formulario y un especialista de AGRU Chile se pondrá en contacto contigo para revisar tus requerimientos técnicos, diámetros, presiones y condiciones de instalación.
Solicitar asesoría técnica

