





Respuesta rapida
Una máquina de electrofusión HDPE es el equipo que suministra la corriente eléctrica controlada para fundir las resistencias integradas en las conexiones de electrofusión, generando uniones permanentes en tuberías HDPE sin necesidad de fuente de calor externa.
Una máquina de electrofusión HDPE es el equipo que suministra la corriente eléctrica controlada para fundir las resistencias integradas en las conexiones de electrofusión, generando uniones permanentes en tuberías HDPE sin necesidad de fuente de calor externa. Seleccionar el equipo adecuado es determinante para garantizar la integridad de la unión, cumplir los estándares normativos vigentes y optimizar los tiempos de instalación en terreno.
En proyectos de agua potable, minería, gas y saneamiento industrial, la calidad de cada unión depende directamente del equipo utilizado para ejecutarla. Un parámetro eléctrico fuera de rango —tensión incorrecta, tiempo de fusión insuficiente o temperatura ambiente no compensada— puede comprometer la resistencia mecánica e hidráulica de la tubería HDPE durante toda su vida útil.
Este artículo está dirigido a ingenieros de proyecto, inspectores de calidad y encargados de compras que deben evaluar, especificar o adquirir equipos para trabajos con tuberías de polietileno de alta densidad. Se revisan los criterios técnicos de selección, las categorías de equipos disponibles en el mercado chileno, los requisitos normativos aplicables y las consideraciones operativas para trabajo en condiciones exigentes, incluyendo la comparación entre los métodos de electrofusión y termofusión.
Si estás comenzando a explorar las bases del material, te recomendamos revisar primero qué es el HDPE y cuáles son sus propiedades técnicas antes de continuar con esta guía.
Necesitas asesoria tecnica para tu proyecto? Habla con un especialista AGRU
¿Qué hace exactamente una máquina de electrofusión HDPE?
El principio de funcionamiento de una máquina de electrofusión se basa en la resistencia eléctrica embebida en el interior de la conexión o accesorio. Al conectar los terminales del equipo a los pines de la conexión y aplicar la tensión programada, la resistencia genera calor localizado que funde simultáneamente la superficie interna del accesorio y la superficie externa de la tubería HDPE. Al enfriarse bajo presión, ambas masas fundidas se solidifican en una unión homogénea de igual resistencia al material base.
El equipo no calienta el material desde el exterior: actúa como fuente de energía eléctrica controlada. Los parámetros críticos que gestiona son:

- Tensión de salida (V): normalmente 8 V o 24 V según el tipo de accesorio.
- Tiempo de fusión (s): calculado a partir de la resistencia del fitting y la temperatura ambiente.
- Compensación de temperatura: ajuste automático del tiempo según la temperatura registrada en terreno.
- Trazabilidad: registro impreso o digital de cada operación de soldadura realizada.
Dato técnico normativo
La norma ISO 12176-2 establece los requisitos para equipos de electrofusión, incluyendo precisión de tensión (±1 V), repetibilidad del tiempo de fusión y capacidad de registro de datos. En Chile, los proyectos bajo NCh 399 y licitaciones de empresas sanitarias habitualmente exigen que los equipos cumplan esta norma.
Diferencias entre electrofusión y termofusión: ¿cuándo usar cada método?
Electrofusión y termofusión son los dos métodos principales de soldadura de tuberías HDPE. Aunque ambos producen uniones permanentes en el plástico, difieren en el mecanismo de aporte de calor, el tipo de accesorio requerido y las condiciones de aplicación.
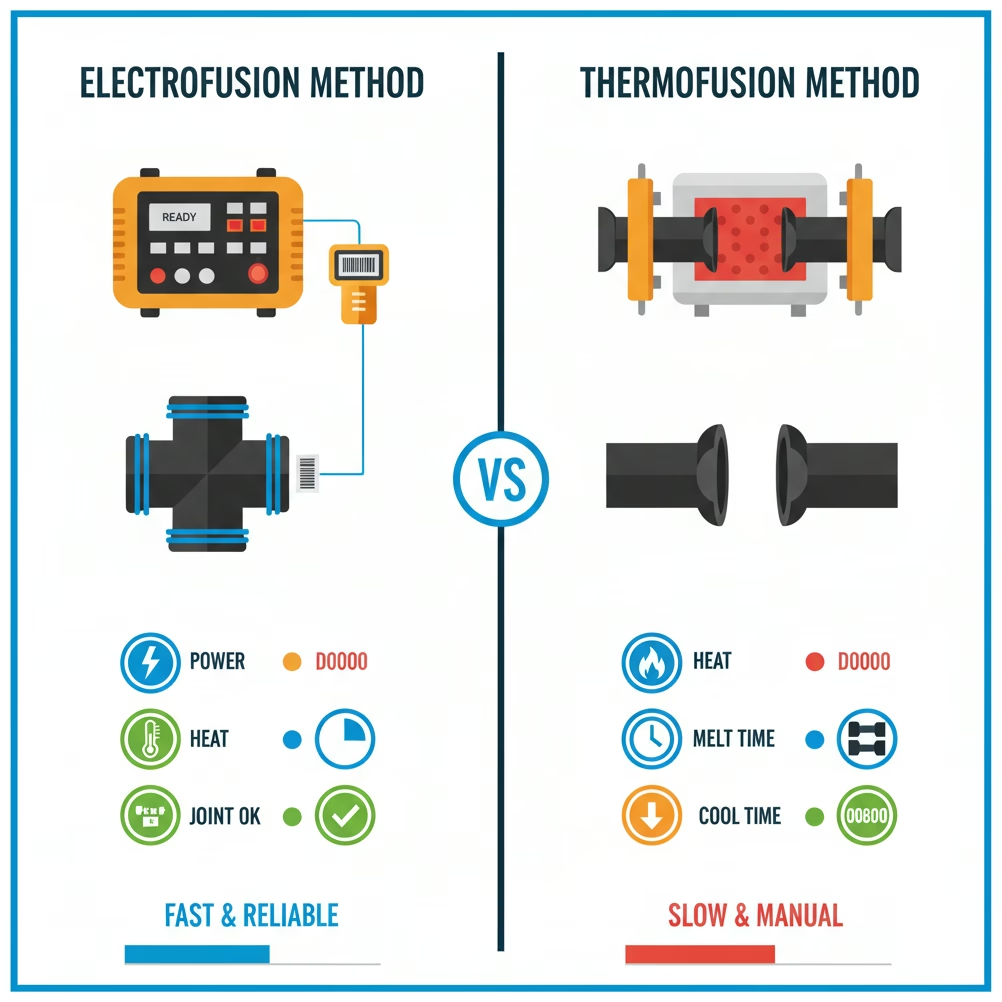
Cuándo usar electrofusión:
- Espacios confinados o de difícil acceso
- Reparación de tuberías en servicio
- Diámetros desde ½” hasta 1.200 mm
- Cuando se requiere trazabilidad por código de barras o RFID
- Instalación bajo agua o en presencia de humedad controlada
- Proyectos con alta exigencia de certificados de calidad por junta
Cuándo usar termofusión:
- Grandes longitudes de tubería recta en campo abierto
- Diámetros mayores donde el costo del accesorio es determinante
- Unión tope a tope (butt fusion) en DN 63 mm o superior
- Proyectos donde se prioriza velocidad de avance lineal
- Disponibilidad de espacio para operar la plancha calefactora
En la práctica, los proyectos industriales de mayor envergadura combinan termofusión y electrofusión: soldadura por termofusión para los tramos lineales y electrofusión para derivaciones, codos, puntos de reparación y conexiones en zonas de trabajo restringido. Para profundizar en la aplicación de cada técnica, consulta nuestra guía sobre electrofusión en tuberías HDPE.
Criterios técnicos para seleccionar una máquina de electrofusión
No existe un equipo universalmente óptimo: la selección correcta depende del rango de diámetros a trabajar, las condiciones del proyecto y los requisitos de trazabilidad exigidos por el mandante. A continuación se describen los criterios determinantes.
1. Rango de tensión y potencia de salida
Los accesorios de electrofusión de diferentes fabricantes operan a 8 V o 24 V. Los equipos profesionales son capaces de suministrar ambas tensiones. La potencia de salida —expresada en watts o amperios— determina el diámetro máximo de accesorio que el equipo puede fundir correctamente. Un equipo de baja potencia puede interrumpir el ciclo en accesorios de gran diámetro, generando una unión defectuosa sin alarma visible.
2. Sistema de lectura automática de accesorios
Los equipos modernos incorporan lectores de código de barras o escáner RFID que leen la etiqueta del fitting y programan automáticamente los parámetros de fusión: tensión, tiempo y corrección de temperatura. Esto elimina el error de parametrización manual, que es la causa más frecuente de uniones rechazadas en control de calidad.
ADVERTENCIA TÉCNICA: Ingresar manualmente parámetros incorrectos —por ejemplo, no aplicar la compensación de temperatura en condiciones de frío o calor extremo— puede producir una unión que pase inspección visual pero falle bajo presión de servicio. Los proyectos con certificados de calidad exigen registros impresos de cada fusión.
3. Trazabilidad y registro de datos
Los estándares ISO 12176-2 e ISO 11414 establecen que cada unión ejecutada debe quedar registrada con: identificación del operador, fecha y hora, parámetros del ciclo de fusión y resultado. Los equipos de gama profesional generan un informe impreso por junta. Algunos modelos permiten exportación a USB o conexión Bluetooth para integrar los registros al sistema documental del proyecto.
4. Compensación automática de temperatura
En Chile, los proyectos en minería de altura, zona austral o desierto norte enfrentan rangos de temperatura ambiente que van desde −10°C hasta más de 40°C. La viscosidad del HDPE cambia con la temperatura; por lo tanto, el tiempo de fusión debe ajustarse para mantener la energía total aportada dentro del rango especificado. Un equipo con compensación automática elimina esta variable operacional.
5. Resistencia y grado de protección IP
Para uso en proyectos de agua potable, minería o saneamiento al aire libre, el equipo debe contar con grado de protección mínimo IP54 (protección contra polvo y salpicaduras). Para instalación bajo agua o en zanja inundada, se requiere IP67. La carcasa debe resistir golpes mecánicos y temperaturas extremas sin afectar la calibración.
Categorías de equipos disponibles en el mercado
| Categoría | Rango diámetro | Potencia típica | Trazabilidad | Aplicación típica |
|---|---|---|---|---|
| Básico | 20–250 mm | 1.500–3.000 W | Impresora básica o sin impresora | Obras menores, mantenimiento |
| Profesional | 20–630 mm | 3.000–6.000 W | Lector de código de barras + impresora | Agua potable, gas, industria |
| Industrial | 20–1.200 mm | 6.000–12.000 W | RFID + impresora + exportación digital | Minería, petroquímica, grandes proyectos |
| Compacto / portátil | 20–160 mm | hasta 2.000 W | Manual o código de barras básico | Reparación en línea, sistemas de agua prediales |
Normas aplicables en Chile para equipos y procesos de electrofusión
El cumplimiento normativo no es opcional en proyectos licitados por empresas sanitarias, organismos públicos o industrias con certificación ISO. Las normas más relevantes que aplican directamente a los equipos de electrofusión y a las tuberías HDPE son:
- ISO 12176-2: Requisitos para equipos de electrofusión (precisión de tensión, registro de datos, compensación de temperatura).
- ISO 11414: Práctica recomendada para la instalación de tuberías HDPE, incluyendo preparación de superficies y condiciones de fusión.
- ISO 4427: Especificaciones para tuberías de polietileno destinadas a conducción de agua potable.
- NCh 399: Norma chilena para instalaciones domiciliarias de agua potable, que regula los materiales y métodos de unión aceptados.
- ISO 12176-1: Equipos de termofusión a tope, complementaria cuando se combina ambos métodos en el mismo proyecto.
REGLA IMPORTANTE: Algunos proyectos de empresas sanitarias en Chile exigen que los equipos de electrofusión presenten certificado de calibración vigente (no mayor a 12 meses). Verificar este requisito en las bases técnicas antes de movilizar equipos a obra.
Arriendo versus compra: consideraciones para proyectos en Chile
La decisión entre arriendo y venta directa del equipo depende del volumen de trabajo proyectado y la continuidad operacional de la empresa.
Quieres ver AGRU aplicada en proyectos reales? Conoce nuestros casos de exito
- Arriendo: Recomendable para proyectos acotados, obras únicas o cuando el diámetro a trabajar está fuera del rango habitual de la empresa. Permite acceder a equipos de alta gama con soporte técnico sin inversión de capital. En Chile, el arriendo de equipos HDPE es común en contratistas de obras sanitarias y minería.
- Compra / venta directa: Justificable para empresas con cartera de proyectos continua o para uso en mantenimiento de plantas industriales. Implica responsabilidad sobre calibración, mantenimiento preventivo y reemplazo de consumibles (rollos de impresora, cables de conexión, pinzas).
En ambos casos, es fundamental exigir el certificado de calibración del equipo y verificar que la potencia de salida sea compatible con los accesorios de electrofusión del proyecto.
Preparación de superficies: el paso crítico antes de la fusión
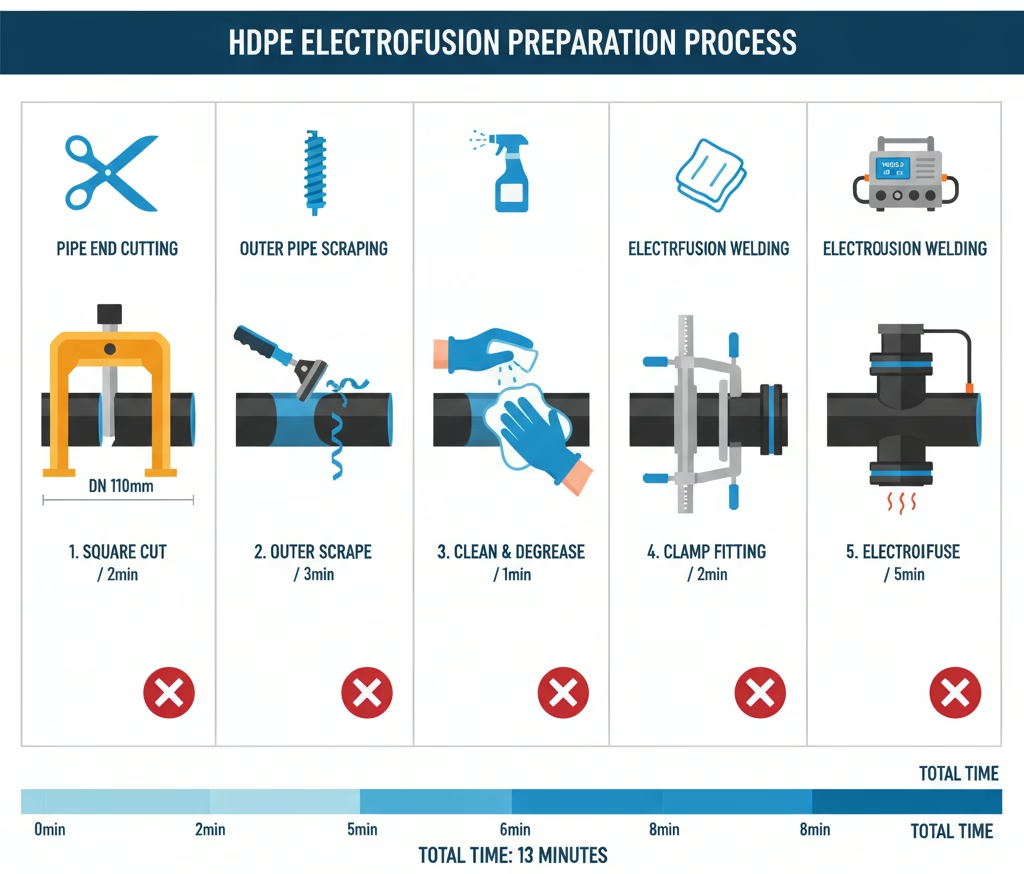
Ningún equipo de alta tecnología compensa una preparación deficiente de la tubería HDPE. Antes de insertar el tubo en el accesorio de electrofusión, se deben cumplir los siguientes pasos, conforme a ISO 11414:
- Raspado de la capa oxidada: eliminar entre 0,1 mm y 0,2 mm de la superficie exterior del tubo mediante raspador mecánico certificado. No sustituir por lija ni herramientas abrasivas no controladas.
- Limpieza con solvente: limpiar la zona raspada con alcohol isopropílico libre de agua. No usar diluyentes ni solventes clorados.
- Control dimensional: verificar ovalización del tubo. Si el diámetro exterior supera la tolerancia del accesorio, usar un reformador antes de la inserción.
- Alineación y sujeción: mantener el tubo alineado y sin tensión durante todo el ciclo de fusión y enfriamiento mediante porta-tubos o alineadores.
Electrofusión en condiciones exigentes: minería y zona austral
La industria minera en Chile impone condiciones de operación que afectan directamente el rendimiento de los equipos: altitud sobre 3.000 msnm, polvo fino, variaciones térmicas bruscas y fuentes de alimentación eléctrica inestables. Para estos escenarios, se recomiendan equipos con:
- Regulación activa de tensión de salida frente a variaciones de la red (rangos de entrada 85–265 V AC).
- Pantalla de alto contraste legible bajo luz solar directa.
- Compensación automática de temperatura con sensor externo (no solo ambiental).
- Capacidad de operar desde generador de combustión con estabilizador integrado.
- Temperatura de operación certificada entre −20°C y +50°C.
Soluciones AGRU para proyectos con tuberías HDPE
AGRU Chile suministra tuberías HDPE y accesorios de electrofusión fabricados bajo estándares ISO 4427 e ISO 12176, con trazabilidad completa desde la resina hasta el producto terminado. La línea de accesorios de electrofusión AGRU —disponible en diámetros desde 20 mm hasta 1.200 mm— es compatible con los principales equipos de electrofusión disponibles en el mercado chileno, incluyendo equipos con lectura de código de barras y RFID.
Los accesorios AGRU incorporan etiquetas con todos los parámetros de fusión codificados, lo que facilita la programación automática del equipo y la generación de certificados de calidad por cada unión ejecutada. Para proyectos que requieren soluciones de mayor envergadura, el equipo técnico de AGRU puede asesorar en la selección del accesorio correcto, el método de unión más adecuado y la compatibilidad con los equipos disponibles en obra.
Consulta la guía completa de tuberías HDPE: especificaciones, aplicaciones y normativa para complementar esta información con las propiedades del material base.
Conclusión
Seleccionar una máquina de electrofusión HDPE requiere evaluar simultáneamente el rango de diámetros del proyecto, los requisitos de trazabilidad del mandante, las condiciones ambientales de la obra y el cumplimiento de normas como ISO 12176-2 e ISO 11414. Un equipo subdimensionado o sin certificado de calibración vigente puede generar uniones que superen la inspección visual pero fallen bajo presión de servicio, con consecuencias críticas en sistemas de agua potable, minería o transporte de fluidos industriales.
La combinación de un equipo correctamente seleccionado, accesorios de electrofusión de calidad certificada y operadores capacitados es la base para garantizar la seguridad, la resistencia y la vida útil de cualquier sistema de tuberías HDPE en Chile.
¿Necesitas asesoría técnica para tu proyecto con tuberías HDPE?
Completa el formulario y un especialista de AGRU se pondrá en contacto contigo para orientarte en la selección de accesorios de electrofusión, compatibilidad de equipos y requisitos normativos aplicables a tu proyecto.
Consultar con un especialista AGRU

