





Respuesta rapida
La soldadura a tope es el método de unión térmica más utilizado para tuberías HDPE de gran diámetro en proyectos de infraestructura industrial, minería y saneamiento.
La soldadura a tope es el método de unión térmica más utilizado para tuberías HDPE de gran diámetro en proyectos de infraestructura industrial, minería y saneamiento. Este proceso consiste en calentar los extremos de dos segmentos de tubería de polietileno de alta densidad mediante una placa calefactora y luego presionarlos entre sí para formar una unión homogénea, permanente y de resistencia equivalente al material base.
En proyectos de envergadura que involucran tuberías HDPE para conducción de agua, efluentes industriales o pulpas mineras, la calidad de cada unión determina la integridad del sistema completo. Un procedimiento de soldadura deficiente puede derivar en fallas prematuras, fugas costosas o interrupciones no planificadas de la operación. Por eso, ingenieros y jefes de proyecto necesitan comprender en detalle el proceso de soldadura a tope: sus parámetros críticos, los equipos involucrados, las normas aplicables y las condiciones mínimas de calidad que deben exigirse en terreno.
Este artículo entrega una guía técnica completa sobre la soldadura por termofusión a tope para tuberías de polietileno, orientada tanto a quienes especifican el método en proyectos como a quienes supervisan su ejecución. Se abordan el procedimiento paso a paso, los parámetros de máquina, los criterios de aceptación del cordón de fusión y la comparación con la electrofusión como método alternativo.
Si deseas conocer primero los fundamentos del material, puedes revisar nuestro artículo sobre qué es el HDPE y sus propiedades o la guía completa de tuberías HDPE.
Necesitas asesoria tecnica para tu proyecto? Habla con un especialista AGRU
¿Qué es la soldadura a tope en tuberías HDPE?
La soldadura a tope —también denominada termofusión a tope o fusión a tope— es un proceso de unión térmica en el que los extremos enfrentados de dos tuberías de polietileno de alta densidad se calientan simultáneamente hasta alcanzar su temperatura de fusión y, una vez retirada la fuente de calor, se presionan entre sí durante un tiempo controlado hasta completar el enfriamiento. El resultado es una unión monolítica, sin materiales adicionales ni accesorios intermedios, cuya resistencia mecánica y química es equivalente a la de la tubería base.
Este método de soldadura es el preferido para diámetros desde 63 mm hasta más de 1.600 mm en SDR estándar, lo que lo hace especialmente apto para redes de distribución de agua potable, colectores de aguas servidas, sistemas de impulsión minera y ductos de proceso industrial. La norma técnica de referencia para este procedimiento es la ISO 21307, complementada en Chile por los criterios de la NCh 399 para tuberías de polietileno y los protocolos de instalación definidos en la ISO 11414.
Normas aplicables a la soldadura a tope de tuberías HDPE
• ISO 21307: Especifica los parámetros de proceso para la fusión a tope de tuberías de polietileno.
• ISO 11414: Guía de instalación de tuberías de polietileno; incluye preparación y procedimiento de soldadura.
• ISO 4427: Requisitos de tuberías de PE para agua potable; referencia para control de calidad.
• ISO 12176-1: Equipos para fusión a tope; requisitos de la máquina de soldadura.
• NCh 399: Norma chilena para tuberías de polietileno; complementaria a las anteriores.
¿Cómo funciona el proceso de soldadura a tope paso a paso?
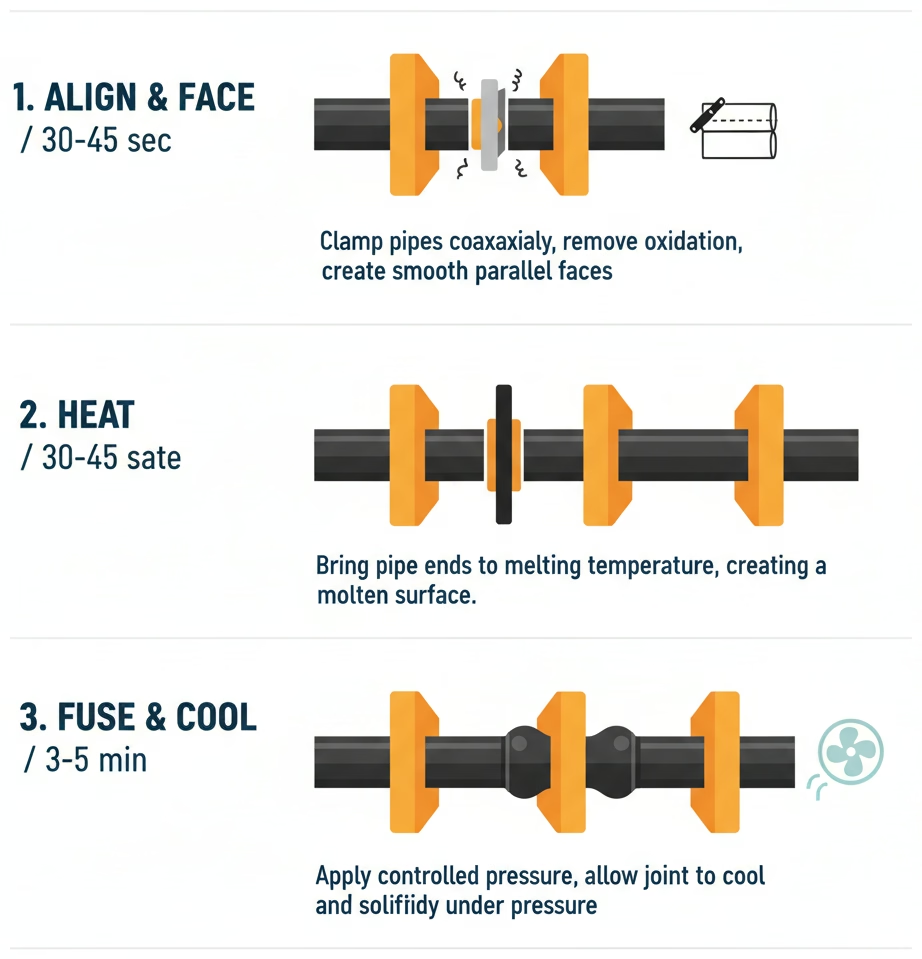
El proceso de soldadura por termofusión a tope se divide en cinco etapas secuenciales. Cada una de ellas incide directamente en la calidad de la unión final. A continuación se describe cada fase según los estándares de la industria.
1. Preparación y alineación de los tubos
Antes de iniciar la soldadura, los segmentos de tubería deben instalarse en la máquina de fusión a tope y alinearse coaxialmente. La alineación incorrecta es una de las causas más frecuentes de uniones deficientes. El desalineamiento axial permitido según ISO 21307 es inferior al 10% del espesor de pared. La máquina de soldadura a tope dispone de mordazas hidráulicas ajustables que aseguran la sujeción y el centrado del tubo durante todo el proceso.
2. Refrentado (fresado de los extremos)
Los extremos de los tubos se mecanizan con una fresadora incorporada en la máquina de soldadura a tope, hasta obtener superficies perfectamente planas y perpendiculares al eje del tubo. El refrentado correcto garantiza un contacto uniforme en toda la sección transversal. Al retirar la fresadora, el espacio entre ambas caras no debe superar 0,3 mm para diámetros hasta 400 mm, y 0,5 mm para diámetros mayores.
3. Calentamiento con placa calefactora
La placa calefactora —fabricada en aluminio con recubrimiento antiadherente— se interpone entre los dos extremos del tubo y estos se presionan contra ella a una presión de arrastre definida según el diámetro y SDR. La temperatura estándar de la placa calefactora para polietileno de alta densidad (HDPE/PE 100) es de 200 ± 10 °C, verificada con termómetro de contacto calibrado antes de cada operación. Durante el calentamiento se forma un cordón de fusión simétrico en ambos extremos del tubo.
PARÁMETRO CRÍTICO: La temperatura de la placa calefactora debe medirse en al menos dos puntos diametralmente opuestos antes de iniciar cada ciclo de soldadura. Una variación superior a ±10 °C puede producir fusión incompleta o degradación localizada del polietileno.
4. Cambio y fusión bajo presión
Una vez alcanzado el cordón de fusión mínimo requerido, la placa calefactora se retira en el menor tiempo posible (tiempo de cambio máximo según ISO 21307, que varía entre 5 y 20 segundos según el diámetro). Inmediatamente, los extremos fundidos se presionan entre sí a la presión de fusión especificada para el diámetro y SDR del tubo. Esta presión hidráulica se mantiene constante durante toda la fase de enfriamiento.
5. Enfriamiento bajo presión
El enfriamiento bajo presión es la etapa más larga del proceso. Durante este período, la junta no debe moverse ni recibir esfuerzos externos. El tiempo mínimo de enfriamiento depende del espesor de pared y se calcula típicamente como 10 minutos por cada 10 mm de espesor de pared, aunque los valores exactos deben ajustarse según las indicaciones del fabricante del tubo y la norma aplicable. Solo al completar el enfriamiento se libera la presión y se retira el tubo de la máquina de fusión.
Parámetros técnicos de referencia para soldadura a tope HDPE
Los parámetros operativos varían según el diámetro nominal, el SDR y las condiciones ambientales. La siguiente tabla resume los valores de referencia típicos para tuberías HDPE PE 100 bajo norma ISO 21307:
| Diámetro nominal (mm) | SDR | Temperatura placa (°C) | Presión calentamiento (bar) | Tiempo enfriamiento mín. (min) |
|---|---|---|---|---|
| 63 – 180 | 11 / 17 | 200 ± 10 | 0,15 – 0,20 | 6 – 18 |
| 200 – 400 | 11 / 17 | 200 ± 10 | 0,15 – 0,20 | 20 – 40 |
| 450 – 630 | 11 / 17 | 200 ± 10 | 0,15 – 0,20 | 45 – 65 |
| 710 – 1.000 | 11 / 17 | 200 ± 10 | 0,15 – 0,20 | 70 – 100 |
Valores de referencia según ISO 21307 y recomendaciones de fabricante. Deben verificarse con el procedimiento de soldadura calificado (WPS) específico del proyecto.
Equipos para soldadura a tope: la máquina de fusión
La máquina de soldadura a tope es el elemento central del proceso. Según la norma ISO 12176-1, estos equipos deben cumplir requisitos mínimos de control de temperatura, presión hidráulica y registro de parámetros. En proyectos de alta exigencia, se requieren máquinas de soldadura con sistema de control y registro electrónico (datalogger), que garantizan la trazabilidad completa de cada unión ejecutada.
Las características mínimas que debe tener una máquina de fusión a tope para proyectos industriales son:
- Control de temperatura de la placa calefactora: precisión ± 5 °C con visualización digital.
- Sistema hidráulico de cierre: con control de presión ajustable y manómetro calibrado.
- Mordazas de sujeción: adaptables a distintos diámetros nominales con alineación coaxial.
- Fresadora integrada: para refrentado de extremos a 90° respecto al eje del tubo.
- Datalogger: registro automático de temperatura, presión y tiempos de cada ciclo de soldadura para trazabilidad documental.
- Certificación del equipo: calibración vigente conforme a ISO 12176-1.
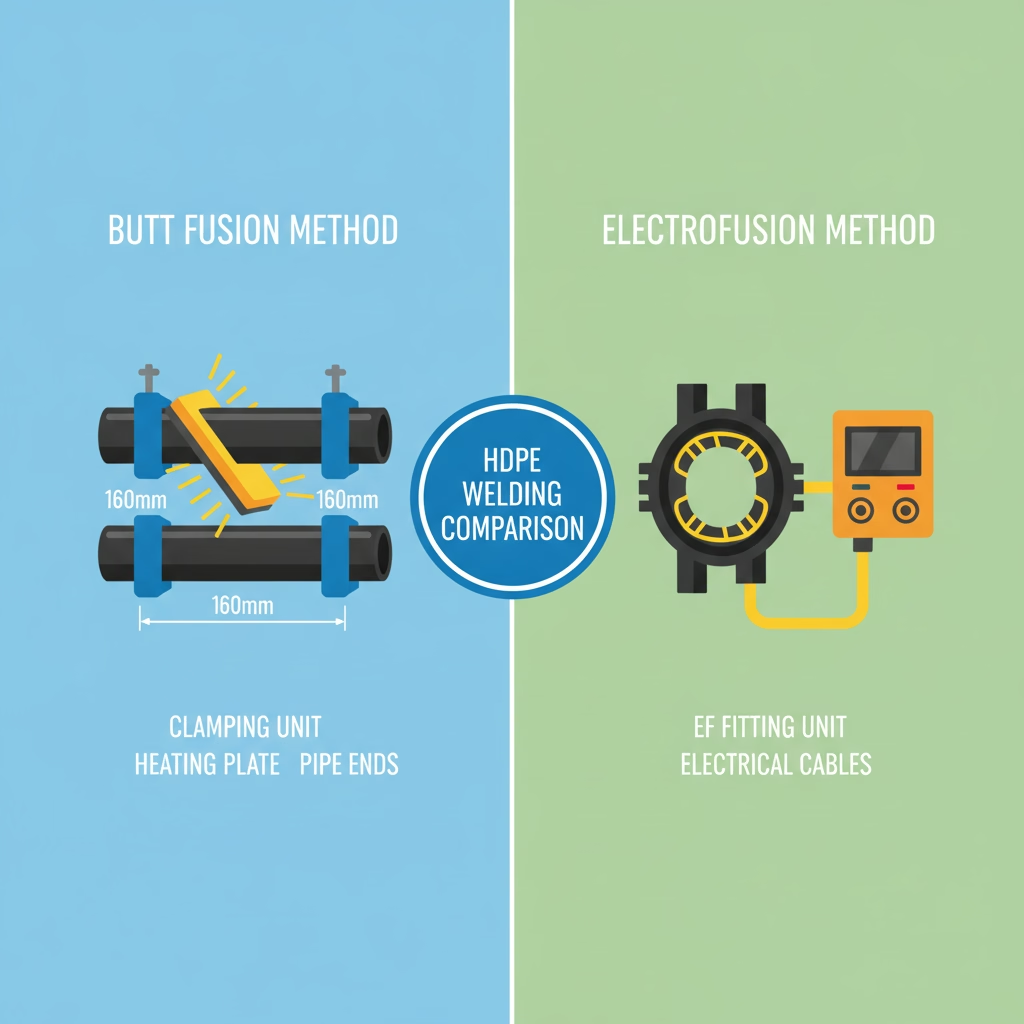
Soldadura a tope vs. electrofusión: ¿cuándo usar cada método?
Quieres ver AGRU aplicada en proyectos reales? Conoce nuestros casos de exito
La electrofusión y la termofusión a tope son los dos métodos de soldadura predominantes para tuberías HDPE. La elección entre ambos depende del diámetro, la accesibilidad en terreno, los requisitos de trazabilidad y el tipo de instalación. Para profundizar en este tema, puedes revisar nuestro artículo sobre electrofusión en tuberías HDPE.
Cuándo usar termofusión a tope:
- Diámetros ≥ 90 mm en tramos lineales largos
- Instalación en zanja con espacio de trabajo suficiente
- Proyectos de alto volumen de uniones donde el costo por junta es relevante
- Sistemas de alta presión que requieren unión monolítica sin accesorios
- Disponibilidad de personal certificado y máquina de fusión calibrada
Cuándo usar electrofusión:
- Diámetros pequeños o medianos con espacio de trabajo reducido
- Reparaciones puntuales en redes existentes
- Conexiones en ángulo, derivaciones o accesorios especiales
- Condiciones de terreno que impiden el uso de máquina de tope
- Proyectos con múltiples accesorios de conexión (codos, tees, reducciones)
Criterios de calidad y aceptación de la unión soldada
Una vez ejecutada la soldadura a tope, la inspección visual del cordón de fusión es el primer control de calidad. La norma ISO 13100 y las guías de la DVS 2202-1 (referencia internacional ampliamente adoptada) establecen los criterios visuales de aceptación.
- Cordón simétrico y continuo: el reborde de fusión debe ser uniforme en toda la circunferencia, con altura y anchura homogéneas en ambos lados de la junta.
- Sin rebaba dividida: la presencia de una hendidura profunda en el centro del cordón puede indicar temperatura insuficiente o presión excesiva.
- Ausencia de desalineamiento: la diferencia de altura entre ambos cordones no debe superar el 10% del espesor de pared.
- Sin porosidades ni inclusiones: no deben observarse burbujas, manchas oscuras ni contaminación en el área de fusión.
Para proyectos que lo requieran, la calidad de las uniones puede verificarse mediante ensayos destructivos (tracción, doblado guiado) o no destructivos (ultrasonido, según normativa aplicable). El procedimiento de soldadura debe estar calificado por un soldador certificado y respaldado en un registro documental con trazabilidad completa de cada junta ejecutada.
Condiciones ambientales y precauciones en terreno
La soldadura de tuberías HDPE mediante termofusión a tope es sensible a las condiciones ambientales. Las siguientes condiciones pueden afectar la calidad de la unión si no se controlan adecuadamente:
- Viento: reduce la temperatura efectiva de la placa calefactora. Se debe trabajar bajo carpa o protección lateral cuando la velocidad del viento supere 2 m/s.
- Temperatura ambiente: por debajo de 5 °C se requieren ajustes en los tiempos de calentamiento y enfriamiento. No se recomienda soldar con temperaturas menores a 0 °C sin medidas especiales.
- Humedad y lluvia: la placa calefactora y los extremos del tubo deben estar secos antes del proceso. La humedad superficial puede generar defectos de fusión.
- Contaminación de los extremos: polvo, aceite o suciedad en las caras a soldar comprometen la integridad de la unión. Los extremos deben limpiarse con paño limpio seco o isopropanol antes del refrentado.
IMPORTANTE: Los soldadores de tuberías termoplásticas deben contar con certificación vigente según los requisitos del proyecto y la normativa aplicable. La calificación del procedimiento de soldadura (WPS) debe realizarse antes del inicio de las obras y quedar respaldada documentalmente para efectos de trazabilidad y aseguramiento de calidad.
Soldadura a tope de HDPE en proyectos AGRU Chile
Las tuberías HDPE de AGRU Chile están fabricadas en resina PE 100-RC de alta calidad, material que ofrece resistencia superior al rayado, impacto y crecimiento lento de fisuras. Esta característica hace que las tuberías AGRU sean especialmente compatibles con la soldadura por termofusión a tope, dado que el material base mantiene propiedades mecánicas estables en el área de fusión cuando el proceso se ejecuta correctamente.
AGRU proporciona fichas de datos técnicos con los parámetros de soldadura recomendados para cada diámetro y SDR de su línea de tuberías, permitiendo al equipo de instalación configurar correctamente la máquina de fusión y cumplir los requisitos de los procedimientos de soldadura calificados. Adicionalmente, el equipo técnico de AGRU Chile puede asesorar en la definición de los WPS y en la revisión de los protocolos de control de calidad de las uniones soldadas.
Para conocer la línea completa de tuberías y accesorios HDPE disponibles, puedes revisar nuestra guía completa de tuberías HDPE o contactar directamente al equipo técnico.
Conclusión
La soldadura a tope es el método de unión por termofusión más eficiente y económico para tramos lineales de tuberías HDPE de mediano y gran diámetro. Su correcta ejecución depende de tres factores fundamentales: la calificación del soldador, el estado y calibración de la máquina de soldadura a tope, y el cumplimiento riguroso de los parámetros del proceso —temperatura de placa, presión hidráulica y tiempos de calentamiento y enfriamiento— según la norma ISO 21307 y el procedimiento de soldadura calificado del proyecto.
La trazabilidad documental de cada unión, asegurada mediante el registro electrónico de la máquina de fusión, es hoy un requisito estándar en proyectos de infraestructura crítica y una práctica recomendada para cualquier instalación que demande confiabilidad a largo plazo en sus sistemas de tuberías de polietileno.
¿Necesitas asesoría técnica en soldadura a tope para tu proyecto HDPE?
Nuestro equipo de especialistas puede orientarte en la selección del método de soldadura, los parámetros de proceso y los requisitos de calidad aplicables a tu proyecto. Completa el formulario y un especialista de AGRU se pondrá en contacto contigo.
Solicitar asesoría técnica

