





Respuesta rapida
La soldadura HDPE es el conjunto de técnicas mediante las cuales se unen tuberías y accesorios de polietileno de alta densidad formando juntas permanentes de resistencia equivalente al material base.
La soldadura HDPE es el conjunto de técnicas mediante las cuales se unen tuberías y accesorios de polietileno de alta densidad formando juntas permanentes de resistencia equivalente al material base. Existen tres métodos principales —termofusión a tope, electrofusión y soldadura por extrusión— cada uno con equipos, parámetros de temperatura y protocolos de control de calidad específicos que determinan la integridad de la instalación.
En proyectos de infraestructura sanitaria, minería, riego tecnificado y gas distribuido, la calidad de las uniones entre tuberías de HDPE define la vida útil de toda la red. Una junta mal ejecutada puede generar fugas imperceptibles durante semanas, provocar fallas catastróficas bajo presión o invalidar la garantía del sistema. Sin embargo, en Chile existe una brecha importante entre la disponibilidad del material y el conocimiento técnico sobre cómo soldarlo correctamente.
Este artículo presenta los métodos de soldadura HDPE utilizados en la industria nacional, los equipos requeridos para cada técnica, los parámetros de proceso normalizados según ISO 12176 e ISO 11414, y los procedimientos de control de calidad exigibles en obra. La información está orientada a ingenieros de proyecto, supervisores de instalación y profesionales que necesitan especificar o auditar trabajos con tuberías de HDPE en Chile.
Necesitas asesoria tecnica para tu proyecto? Habla con un especialista AGRU
¿Qué es la soldadura HDPE y por qué es distinta a la soldadura metálica?
El polietileno de alta densidad es un termoplástico semicristalino que, al alcanzar su temperatura de fusión (entre 126 °C y 136 °C), se vuelve viscoso y permite la interdifusión de cadenas moleculares entre dos superficies en contacto. Al enfriarse bajo presión controlada, esas cadenas se entrelazan formando una unión homogénea. Este principio distingue fundamentalmente la soldadura HDPE de los procesos metálicos: no se incorpora material de aporte externo ni se producen zonas afectadas térmicamente con microestructura diferente al material base.
El resultado, cuando el proceso se ejecuta correctamente, es una junta cuya resistencia a la tracción y a la presión interna es igual o superior al tubo original. Las normas ISO 4427 e ISO 11414 exigen que las uniones por termofusión superen el 100 % de la resistencia a la tracción del material base sin fractura en la interfaz.
Para profundizar en las propiedades del material antes de abordar los métodos de unión, puede consultar nuestra guía: ¿Qué es el HDPE? Propiedades y aplicaciones industriales.
Métodos de soldadura HDPE: comparación técnica
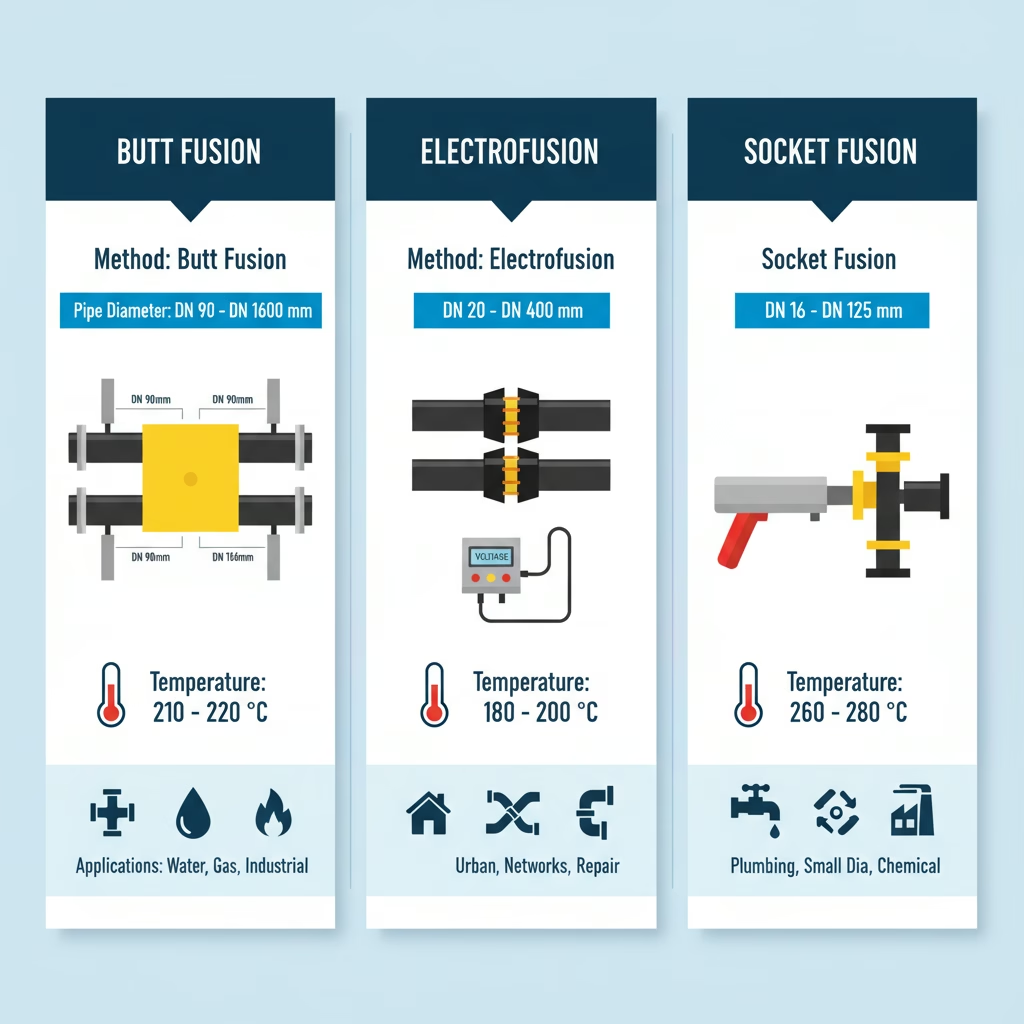
La selección del método de soldadura depende del diámetro de la tubería, las condiciones de obra, el tipo de accesorio disponible y los requisitos de calidad del proyecto. A continuación se describen los tres métodos principales utilizados en Chile.
1. Soldadura por termofusión a tope
La soldadura por termofusión a tope —denominada en norma como butt fusion según ISO 12176-1— consiste en calentar simultáneamente los extremos planos de dos tuberías HDPE o accesorios mediante una placa calefactora, retirar el elemento calentador y presionar ambas superficies fundidas hasta que el cordón de fusión solidifique bajo presión controlada. Es el método más utilizado para diámetros nominales desde DN 63 hasta DN 1200 mm.
- Temperatura de la placa: 200 °C–230 °C según ISO 12176-1 y el SDR del tubo.
- Fases del proceso: refrentado, calentamiento, cambio (tiempo de transferencia máximo según tabla normativa), fusión bajo presión y enfriamiento.
- Equipo requerido: máquina de termofusión a tope (manual, hidráulica o CNC), refrentadora y placa calefactora antiadherente.
- Registro de datos: Las máquinas de última generación incorporan datalogger que registra temperatura, presión y tiempos para trazabilidad del proceso.
REGLA IMPORTANTE: El tiempo de transferencia (retiro de la placa e inicio de la presión de fusión) no debe superar el valor máximo establecido en tabla según diámetro. Superar ese umbral genera una película oxidada en la superficie fundida que debilita la junta. Para DN 315 mm el límite típico es 6 segundos.
2. Electrofusión
La electrofusión utiliza conexiones de electrofusión con resistencias embebidas en su pared interior. Al aplicar corriente eléctrica mediante un equipo controlador, la resistencia calienta la interfaz entre el accesorio y el tubo hasta fusionar ambas superficies. Al cesar el calentamiento, el material solidifica formando la unión. Este método es el preferido para diámetros pequeños (DN 20–DN 630 mm), trabajos en espacios confinados, reparaciones en línea y conexiones en red de distribución de gas.
- Norma aplicable: ISO 12176-2 para equipos; ISO 4427 para la tubería.
- Parámetros de control: tensión nominal (normalmente 40 V), tiempo de fusión (definido por código de barras del accesorio) y temperatura ambiente.
- Preparación crítica: raspado mecánico del tubo (remoción de la capa oxidada) y limpieza con alcohol isopropílico antes del ensamble. La omisión de este paso es la causa principal de juntas fallidas.
- Indicadores de fusión: testigos de fusión visibles en el accesorio confirman que el proceso fue completado.
Artículo relacionado: Electrofusión HDPE
Para un análisis detallado del proceso de electrofusión, equipos, accesorios y control de calidad específico, consulte: Electrofusión HDPE: guía técnica completa.
3. Soldadura por extrusión (soldadura de aporte)
La soldadura por extrusión aplica material HDPE fundido mediante una pistola extrusora sobre la zona de unión, precalentada con aire caliente. Es la técnica estándar para unir geomembranas HDPE, construir estructuras de polietileno en taller (fosos, depósitos, piezas especiales) y realizar reparaciones superficiales. El material de aporte —varilla o gránulo de HDPE— debe ser del mismo grado y MFI que el material base para garantizar compatibilidad.
- Temperatura de extrusión: 220 °C–250 °C según espesor del material base.
- Temperatura del aire de precalentamiento: 300 °C–350 °C.
- Velocidad de avance: variable según equipo; debe garantizar fusión completa sin quemado del material.
- Gas utilizado: aire limpio y seco o nitrógeno en aplicaciones de alta exigencia.
Tabla comparativa de métodos de soldadura HDPE
| Característica | Termofusión a tope | Electrofusión | Extrusión |
|---|---|---|---|
| Rango de diámetros | DN 63 – DN 1200 mm | DN 20 – DN 630 mm | Geomembrana y piezas planas |
| Norma principal | ISO 12176-1 / ISO 11414 | ISO 12176-2 | DVS 2207-4 / ISO 10271 |
| Equipo principal | Máquina de termofusión + placa calefactora | Controlador de electrofusión | Pistola extrusora + soplete |
| Material de aporte | No requiere | No requiere | Varilla o gránulo HDPE |
| Velocidad de ejecución | Alta (ciclos de 5–40 min) | Media (ciclos de 2–20 min) | Baja (trabajo artesanal) |
| Sensibilidad a condiciones de obra | Alta (viento, temperatura) | Media | Alta |
| Trazabilidad del proceso | Datalogger en equipos CNC | Registro automático del controlador | Registro manual |
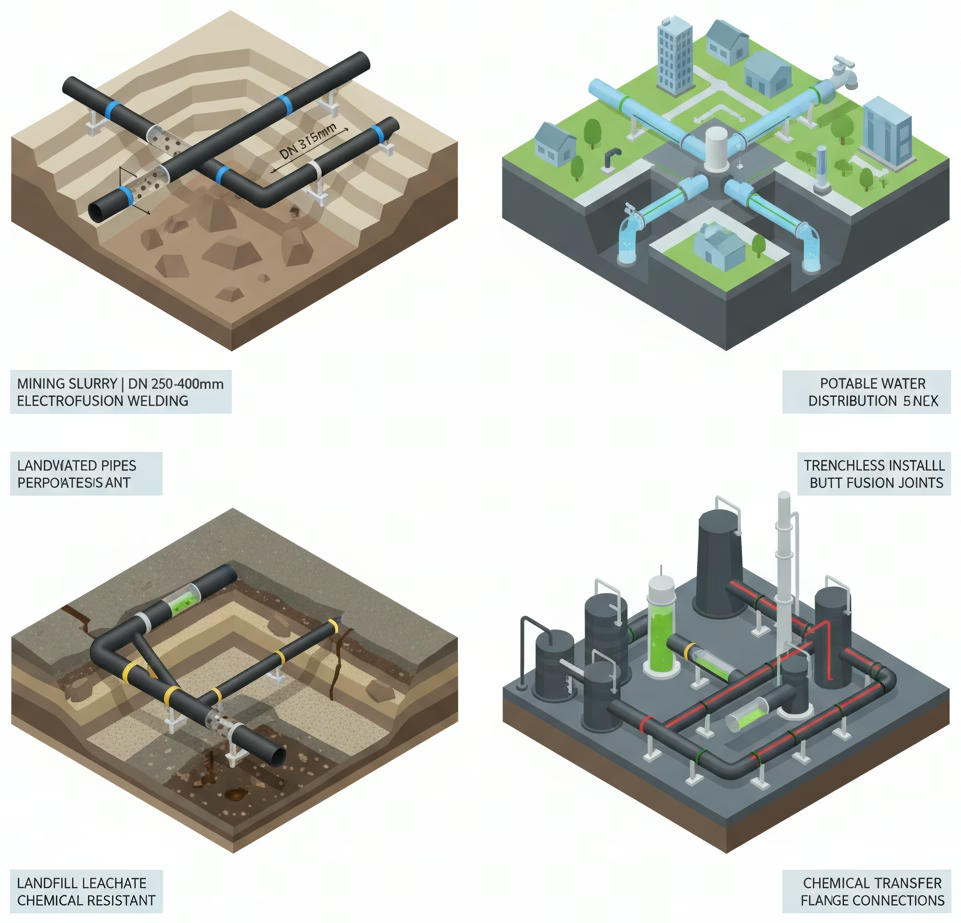
| Aplicación típica en Chile | Agua potable, minería, riego | Gas, agua potable, reparaciones | Geomembranas, estanques |
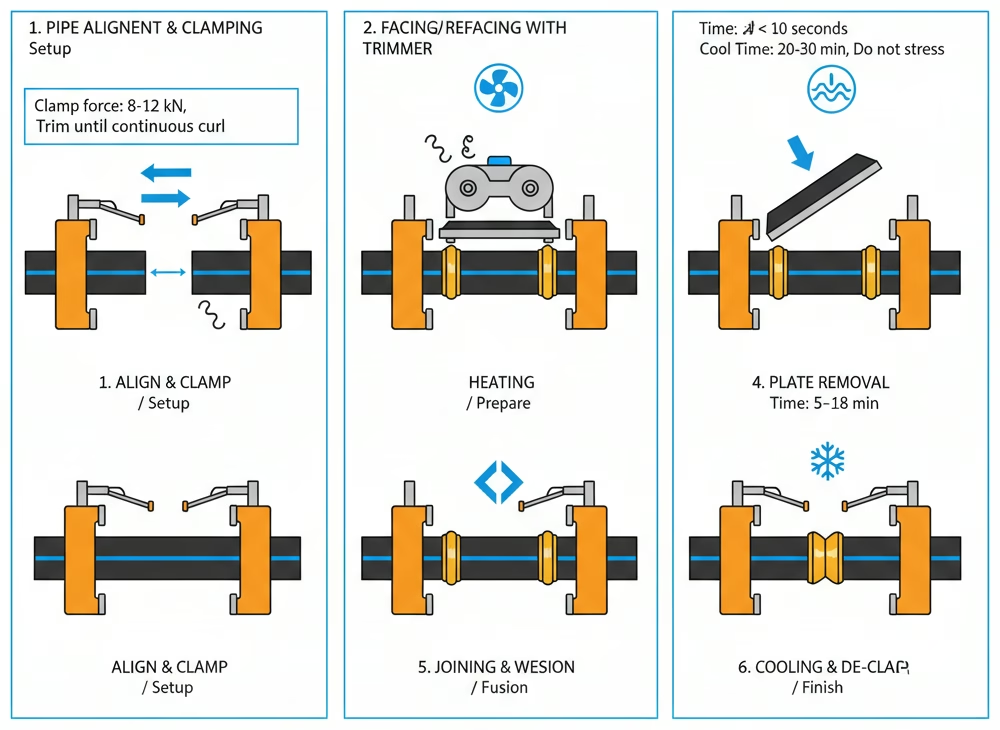
Proceso de termofusión a tope: paso a paso
Quieres ver AGRU aplicada en proyectos reales? Conoce nuestros casos de exito
El siguiente procedimiento se basa en los requisitos de ISO 12176-1 e ISO 11414 y es aplicable a tuberías HDPE SDR 11 y SDR 17 en el rango DN 90–DN 315 mm, que concentra la mayor parte de las instalaciones industriales y sanitarias en Chile.
- Preparación del equipo: Verificar calibración de la placa calefactora (termómetro de contacto certificado). Limpiar la placa con paño limpio y alcohol. Comprobar alineación del mandril de la máquina.
- Refrentado: Insertar los tubos en las mordazas. Activar la refrentadora hasta obtener virutas continuas y uniformes en ambos extremos. Verificar paralelismo: la luz entre las caras no debe superar 0,5 mm para DN ≤ 315 mm (ISO 12176-1).
- Limpieza: Retirar la refrentadora sin contaminar las caras. Limpiar con paño seco sin pelusa. No tocar las superficies con la mano.
- Precalentamiento: Insertar la placa calefactora a la temperatura correcta. Aplicar la presión de calentamiento (P₁) definida en tabla normativa según diámetro y SDR hasta que el cordón de fusión mínimo sea visible (h_min, normalmente 0,5–1,5 mm según DN).
- Calentamiento a presión reducida: Reducir la presión al mínimo (≈ 0,02 MPa) y mantener el tiempo de calentamiento especificado. Este paso asegura la difusión térmica a lo largo del espesor de pared.
- Cambio: Retirar la placa y aproximar los tubos. El tiempo de cambio debe ser inferior al máximo permitido por norma. Para DN 315 mm el límite es 6 s; para DN 630 mm es 9 s.
- Fusión bajo presión: Aplicar presión de fusión (P₂) de forma gradual (no brusca) hasta el valor de tabla. Mantener durante el tiempo de presurización inicial.
- Enfriamiento: Mantener la presión P₂ sin variación durante el tiempo de enfriamiento completo. No abrir las mordazas antes de que el cordón esté sólido al tacto. El enfriamiento con agua está prohibido: acelera el proceso pero genera tensiones residuales que debilitan la unión.
- Inspección visual: El cordón de fusión debe ser simétrico, de altura uniforme y sin porosidades. Un cordón asimétrico indica desalineación o temperatura incorrecta.
- Registro: Completar el parte de soldadura con: ID de junta, operador, fecha, hora, diámetro, SDR, temperatura de placa, tiempos de fase y resultado de inspección visual.
¿Cuándo elegir termofusión a tope versus electrofusión?
Preferir termofusión a tope cuando:
- Diámetros DN ≥ 200 mm
- Gran cantidad de uniones en línea recta (alta productividad)
- Acceso suficiente para maniobrar la máquina
- Proyecto requiere trazabilidad por datalogger
- No hay accesorios de electrofusión disponibles en el diámetro
Preferir electrofusión cuando:
- Trabajo en zanja angosta o espacio confinado
- Conexiones en red de gas (reglamento SEC exige electrofusión)
- Reparaciones en línea activa
- Diámetros pequeños (DN 20–DN 110 mm)
- Conexiones en derivación o reducción mediante accesorio
Equipos para soldadura HDPE: especificaciones técnicas clave
La selección correcta del equipo de soldadura determina la repetibilidad del proceso. Los equipos deben cumplir ISO 12176-1 (para termofusión a tope) o ISO 12176-2 (para electrofusión) y contar con calibración vigente documentada.
Máquinas de termofusión a tope
- Tipo manual: Adecuado hasta DN 160 mm. La presión se aplica manualmente; requiere mayor destreza del operador. Menor costo de adquisición.
- Tipo hidráulico: Desde DN 90 mm hasta DN 630 mm. La presión se controla mediante manómetro calibrado. Recomendado para obras de infraestructura.
- Tipo CNC con datalogger: Para proyectos con requisitos de trazabilidad total (minería, gas). Registra automáticamente todos los parámetros y genera un informe por junta. Algunos modelos emiten alerta si un parámetro está fuera de rango.
Controladores de electrofusión
- Deben leer el código de barras del accesorio y ajustar automáticamente tensión y tiempo de fusión.
- Corrección automática por temperatura ambiente (compensación según ISO 12176-2).
- Registro de parámetros por junta con posibilidad de exportación para auditoría.
- Alimentación desde generador en obra: verificar estabilidad de tensión (±10 % de la tensión nominal del accesorio).
Variables críticas que afectan la calidad de la soldadura HDPE
Identificar y controlar las variables del proceso es el fundamento del aseguramiento de calidad en instalaciones de tuberías de HDPE. Las normas ISO 11414 y la guía DVS 2207-1 clasifican estas variables como esenciales (su desviación invalida la junta) y complementarias (afectan la calidad pero en menor grado).
- Temperatura de la placa calefactora: Una temperatura inferior a 200 °C produce fusión incompleta. Sobre 240 °C genera degradación térmica del polietileno. Verificar con termómetro de contacto calibrado al inicio de cada jornada.
- Presión de calentamiento y fusión: Determinada por el área anular del tubo. Tablas normativas según ISO 12176-1 indican el valor en bar o MPa para cada diámetro y SDR.
- Tiempo de calentamiento: Directamente proporcional al espesor de pared. Subestimarlo produce interfusión insuficiente; excederlo degrada el material.
- Tiempo de cambio (drag time): Variable crítica. Cada segundo adicional después del límite normativo reduce la resistencia de la junta.
- Tiempo de enfriamiento: No debe reducirse. La apertura prematura de las mordazas genera deformación del cordón y tensiones residuales.
- Temperatura ambiente: Por debajo de 0 °C se requiere carpa de protección y ajuste de parámetros. El viento enfría la placa y altera el perfil térmico.
- Limpieza y preparación de superficies: Aceite, agua o polvo en las caras de fusión son incompatibles con la unión. La limpieza es un paso no negociable.
- Alineación: Una desalineación superior al 10 % del espesor de pared genera concentración de tensiones en la junta.
Control de calidad en soldadura HDPE: métodos y normas aplicables
El control de calidad de las uniones en tuberías de HDPE se realiza en tres niveles: calificación del procedimiento, calificación del soldador y verificación de cada junta en obra. En Chile, los proyectos de agua potable referencian la NCh 399 y las normas ISO 4427; los proyectos de gas deben cumplir las instrucciones técnicas de la SEC.
Inspección visual (ensayo no destructivo básico)
Toda junta de termofusión debe inspeccionarse visualmente según los criterios de ISO 11414. Se evalúan: simetría del cordón, altura del cordón (dentro de rango tabulado), ausencia de grietas o porosidades en el cordón, alineación de los tubos y ausencia de contaminación visible.
Ensayo de presión hidrostática
Es el método de verificación más utilizado en obra. Se presuriza el tramo a 1,5 veces la presión nominal de operación durante un período mínimo (generalmente 1–4 horas según norma del proyecto). La ausencia de caída de presión confirma la estanqueidad de todas las uniones del tramo.
Ensayos destructivos de laboratorio
- Ensayo de tracción (ISO 13953): Mide la resistencia a la tracción de la junta. El criterio de aprobación exige fractura en el material base (dúctil), no en la interfaz.
- Ensayo de doblado (ISO 13954): Evalúa la ductilidad de la junta bajo flexión. Se acepta si no hay fractura frágil.
- Ensayo de presión hidrostática a largo plazo (ISO 4427 / ISO 1167): Para proyectos de alta criticidad; evalúa el comportamiento a presión sostenida durante miles de horas.
Calificación del soldador y del procedimiento
ISO 11414 establece que los soldadores de tuberías HDPE deben contar con calificación vigente para el método y el rango de diámetros en que trabajan. El procedimiento de soldadura (WPS) debe estar documentado y calificado mediante ensayos destructivos antes de iniciar la producción. La capacitación y los cursos de soldadura HDPE son requisito previo a la calificación formal.
Recurso técnico: guía completa de tuberías HDPE
Para comprender el contexto completo de aplicación, dimensionamiento y selección de tuberías de HDPE —incluyendo clases de presión, SDR y materiales PE 100 y PE 100-RC— consulte: Tubería HDPE: guía técnica completa para proyectos en Chile.
Errores frecuentes en obra y cómo prevenirlos
La mayor parte de las fallas en instalaciones de tuberías de HDPE no se origina en defectos del material, sino en desviaciones del proceso de soldadura. Los errores más recurrentes en obras en Chile son:
- No verificar la temperatura de la placa: La placa puede indicar 220 °C en el control pero estar a 195 °C en superficie si el termóstato está descalibrado. Verificar siempre con termómetro de contacto externo.
- Reducir el tiempo de enfriamiento para ganar productividad: La presión interna de la tubería durante la puesta en servicio puede deformar la junta si el cordón no ha solidificado completamente.
- Omitir el raspado en electrofusión: El polietileno expuesto al aire forma una capa de óxido que impide la fusión. Sin raspado mecánico de al menos 0,2 mm de profundidad, la unión puede parecer correcta externamente pero estar unida solo superficialmente.
- No proteger la zona de soldadura del viento: El viento reduce la temperatura de la placa y de las caras fundidas durante el tiempo de cambio, generando juntas frías.
- Mezclar resinas incompatibles: Unir HDPE PE 80 con PE 100 mediante termofusión a tope puede resultar en una junta con resistencia intermedia impredecible. Siempre verificar el grado del material en ambos lados de la unión.
- No registrar los parámetros por junta: Sin trazabilidad, es imposible identificar qué juntas fueron afectadas si se detecta un error de proceso a posteriori.
Seguridad en operaciones de soldadura HDPE
Las operaciones de soldadura con calor y equipos eléctricos en obra requieren medidas de seguridad específicas. Las siguientes consideraciones son aplicables a todos los métodos:
- La placa calefactora en operación supera los 220 °C. Utilizar guantes de protección térmica para su manipulación.
- Los vapores emitidos durante el calentamiento del polietileno son de baja toxicidad a temperaturas normales de proceso, pero en espacios confinados se recomienda ventilación forzada.
- Los equipos eléctricos (controladores de electrofusión, máquinas CNC) deben conectarse a circuitos con protección diferencial cuando se trabaja en zonas húmedas.
- Verificar que los generadores en obra entreguen tensión estable. La variación de tensión afecta directamente el resultado de la electrofusión y puede generar arcos en el accesorio.
- Las máquinas hidráulicas de termofusión operan con aceite a presión. Inspeccionar mangueras y conexiones antes de cada jornada de trabajo.
Soluciones AGRU para instalaciones con soldadura HDPE en Chile
AGRU Chile suministra tuberías de HDPE fabricadas con resina PE 100 y PE 100-RC bajo norma ISO 4427, con rangos dimensionales desde DN 20 hasta DN 1200 mm en series SDR 6 a SDR 41. Todos los productos están diseñados para ser compatibles con los parámetros de soldadura definidos en ISO 12176-1 e ISO 12176-2, lo que asegura resultados predecibles cuando el proceso es ejecutado conforme a norma.
El portafolio incluye también conexiones de electrofusión para el rango de diámetros DN 20–DN 630 mm, fabricadas con polietileno de alta densidad PE 100, con código de barras normalizado para su uso con controladores compatibles con ISO 12176-2.
El equipo técnico de AGRU Chile puede asistir en la especificación del método de soldadura más adecuado para cada proyecto, la revisión de procedimientos de soldadura (WPS) y la selección de equipos y accesorios compatibles con las condiciones de la obra.
Conclusión
La soldadura HDPE es un proceso técnico exigente que determina la confiabilidad de largo plazo de cualquier sistema de tuberías de polietileno de alta densidad. La selección del método correcto —termofusión a tope, electrofusión o soldadura por extrusión— debe fundamentarse en el diámetro, las condiciones de obra y los requisitos normativos del proyecto.
El control riguroso de las variables de proceso (temperatura, presión, tiempos de calentamiento y enfriamiento), la calificación del personal y la trazabilidad documental de cada junta son los factores que distinguen una instalación de alta calidad de una instalación con riesgo de falla prematura. Las normas ISO 12176-1, ISO 12176-2, ISO 11414 e ISO 4427 proveen el marco técnico para ejecutar y verificar estas operaciones con criterios objetivos y reproducibles.
¿Necesitas asesoría técnica para tu proyecto de tuberías HDPE?
¿Estás definiendo el método de soldadura para una obra nueva, revisando un procedimiento de instalación o buscando el equipo adecuado para tu proyecto? Completa el formulario y un especialista de AGRU Chile se pondrá en contacto contigo.
Solicitar asesoría técnica

