La electrofusión es un método de soldadura para tuberías HDPE que utiliza accesorios (fittings) con resistencias eléctricas embebidas que, al recibir corriente, generan calor (200-230°C) fundiendo molecularmente el polietileno en la zona de contacto, creando una unión permanente sin juntas mecánicas. Este proceso, también conocido como electrofusion welding, se diferencia de la termofusión a tope porque no requiere máquinas pesadas ni espacio amplio, siendo ideal para zanjas estrechas, espacios confinados, ramales y reparaciones en operación.
La soldadura de tuberías de polietileno de alta densidad (PE-HD o HDPE por sus siglas en inglés) es fundamental para garantizar sistemas de conducción duraderos, herméticos y capaces de soportar presiones de trabajo durante 50-100 años sin mantenimiento. En Chile, la electrofusión se ha consolidado como el método preferido para instalaciones urbanas en espacios reducidos, reparaciones de emergencia en redes de agua potable, y uniones dentro de instalaciones industriales donde la termofusión convencional resulta impráctica. Para comprender las propiedades generales de las tuberías HDPE y sus aplicaciones, consulta nuestra guía completa de tubería HDPE 2026.
Este artículo proporciona una guía técnica completa sobre electrofusión: principios de funcionamiento, proceso paso a paso de instalación, comparativa detallada con termofusión a tope, equipamiento necesario, costos de inversión, aplicaciones reales en Chile, control de calidad, y cuándo NO utilizar este método. Si eres ingeniero especificador, contratista instalador, o responsable de mantención de sistemas de tuberías HDPE, esta guía te ayudará a tomar decisiones informadas sobre la metodología de unión más apropiada para tu proyecto específico.
Cómo Funciona la Electrofusión: Principio Técnico y Proceso Molecular
Fundamento Físico: Efecto Joule y Fusión Molecular
La electrofusión se basa en el efecto Joule: cuando una corriente eléctrica atraviesa una resistencia, se genera calor proporcional a la resistencia del conductor y la intensidad de corriente (Q = I² × R × t). Los accesorios de electrofusión contienen un alambre de resistencia eléctrica (típicamente aleación níquel-cromo) embebido en el polietileno durante la fabricación del fitting. Este alambre forma una espiral o patrón reticular en la zona de contacto entre el accesorio y la tubería.
Al conectar la máquina de electrofusión a los terminales del fitting y aplicar voltaje controlado (generalmente 8-48V dependiendo del diámetro), la corriente eléctrica calienta la resistencia hasta alcanzar 200-230°C en la interfaz tubería-accesorio. A esta temperatura, el polietileno de alta densidad (PE-HD) alcanza su punto de fusión (~130°C) y se mantiene en estado fundido el tiempo suficiente para que las cadenas moleculares de la tubería y del fitting se entrelacen molecularmente (difusión). Una vez finalizado el ciclo de calentamiento y durante el enfriamiento bajo restricción, estas cadenas interdifundidas se solidifican creando una unión monolítica indistinguible del material base.
Sistema de Código de Barras: Automatización de Parámetros
Los accesorios de electrofusión modernos incorporan un código de barras impreso que contiene información codificada sobre:
- Voltaje de fusión: Típicamente 8V, 24V o 48V según diámetro y fabricante
- Tiempo de fusión: Varía de 3 minutos (DN 20-32) hasta 15 minutos (DN 400-630)
- Resistencia eléctrica total: Del alambre embebido (ohms)
- Fabricante y lote: Trazabilidad completa
- Norma de fabricación: ISO 13956, ISO 13957 (según tipo de fitting)
Al escanear este código de barras con la máquina de electrofusión, los parámetros se cargan automáticamente, eliminando errores humanos en la configuración. La máquina ajusta también según la temperatura ambiente ingresada (crítico: un día a 5°C requiere más tiempo de fusión que uno a 25°C para lograr la misma calidad de unión).
Anatomía de un Accesorio de Electrofusión
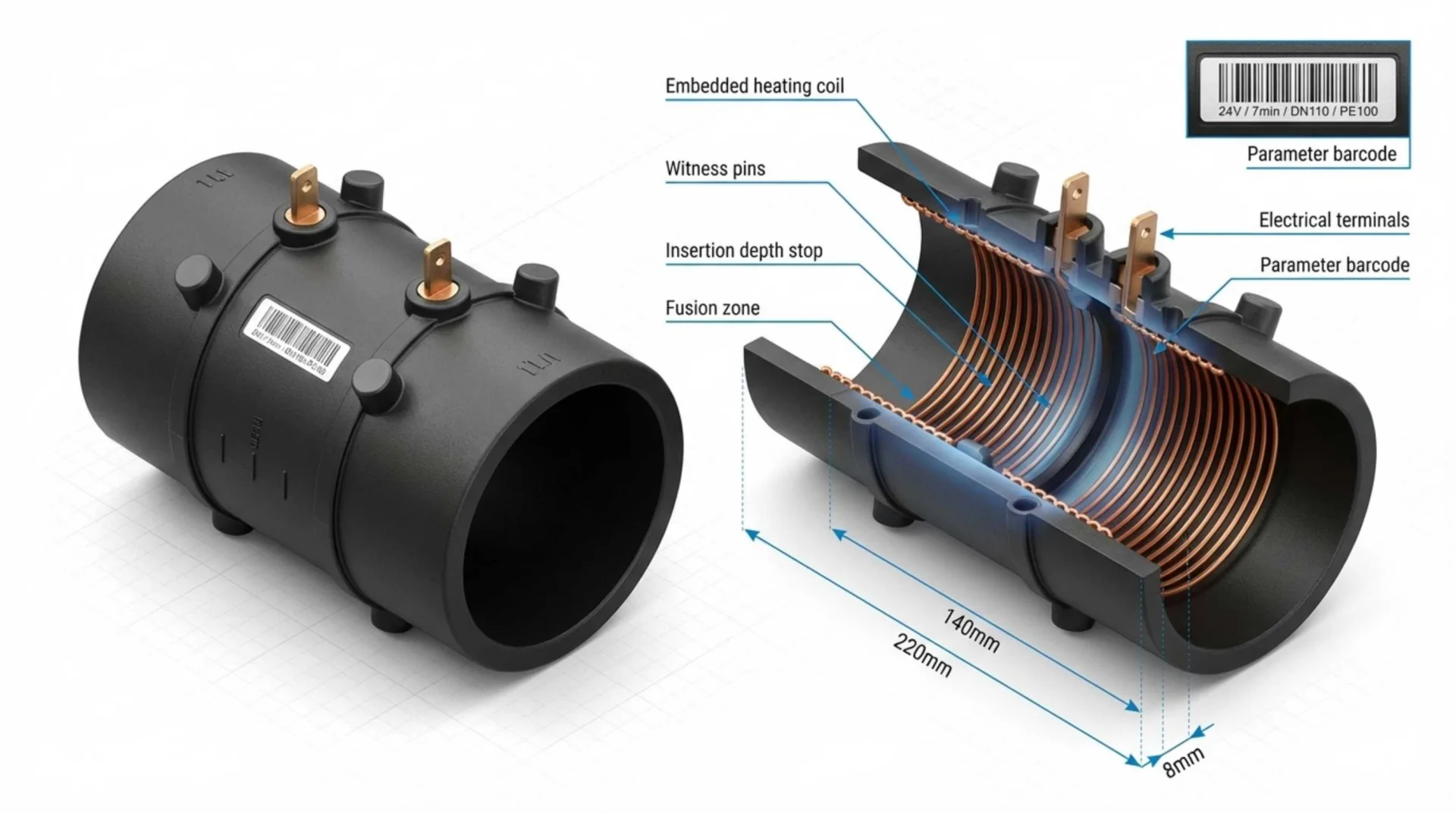
Un fitting de electrofusión típico consta de:
- Cuerpo principal: Inyectado en PE 100 o PE 100-RC (debe coincidir con el grado de la tubería)
- Resistencias eléctricas embebidas: Alambre en espiral distribuido uniformemente en la zona de fusión
- Pines indicadores (testigos): Pequeños cilindros plásticos que se extruyen hacia afuera cuando la presión interna aumenta por la fusión, confirmando visualmente que el proceso fue exitoso
- Terminales eléctricos: 2 conectores donde se enchufan los cables de la máquina de electrofusión
- Topes internos: Límites físicos que aseguran la profundidad correcta de inserción de la tubería
- Marcas de profundidad: Referencias externas para verificar inserción completa
📊 Recursos Técnicos Gratuitos: Electrofusión y Termofusión
Solicita el Manual Técnico AGRULINE PE 100/PE 100-RC que incluye:
- Procedimientos detallados de electrofusión con tiempos y temperaturas por diámetro
- Tabla de selección entre electrofusión vs termofusión según aplicación y espacio disponible
- Especificaciones completas de accesorios de electrofusión DN 20-630 con códigos de producto
- Certificados vigentes NSF 61 (agua potable), ISO 4427, ISO 13956 (fittings electrofusión)
- Comparativa termofusión a tope vs electrofusión: ventajas, limitaciones, costos
Electrofusión vs Termofusión a Tope: Comparativa Técnica Completa
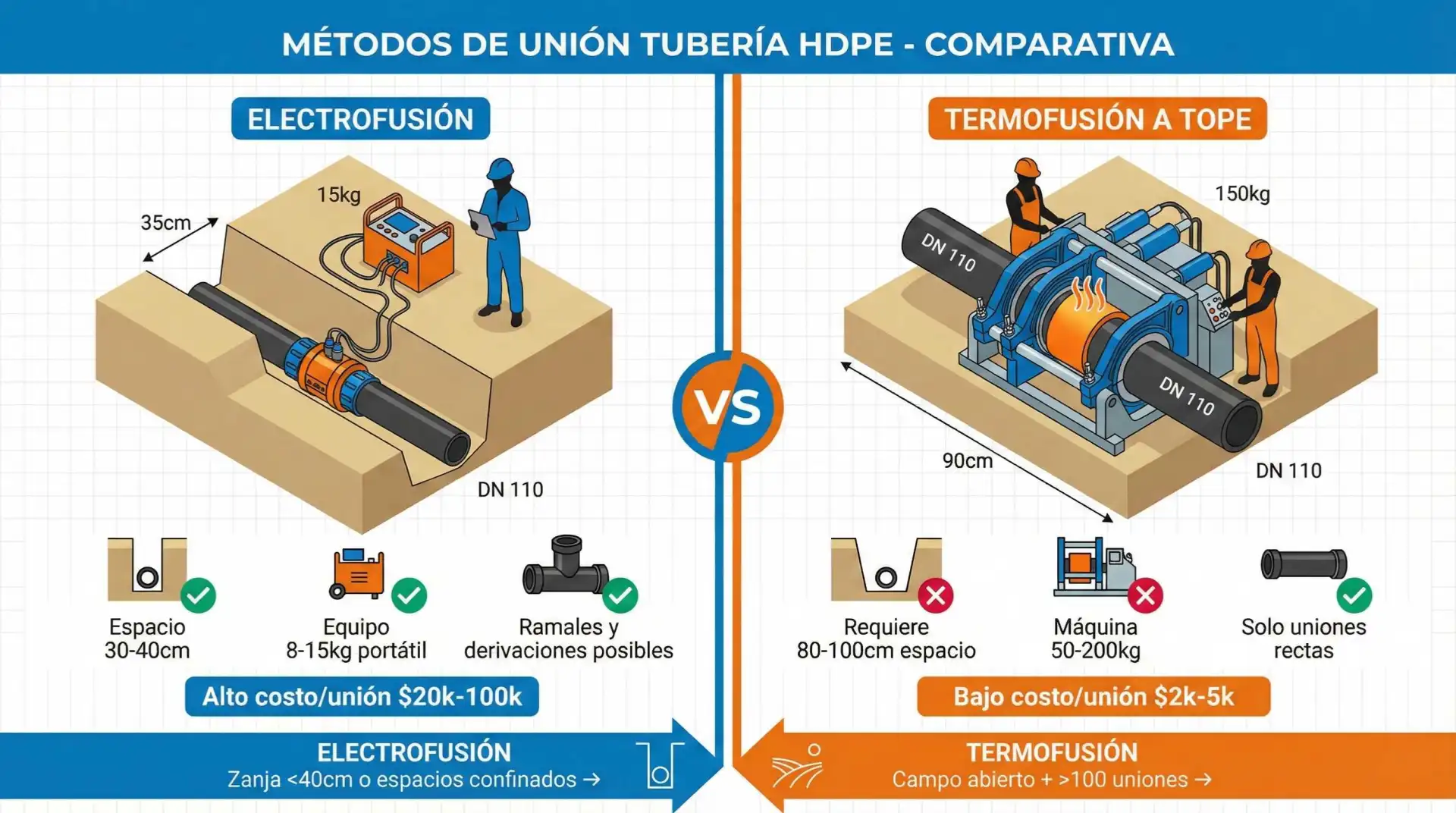
La electrofusión y la termofusión a tope (butt fusion) son las dos metodologías principales para unir tuberías de HDPE. Cada una tiene ventajas específicas según el contexto de aplicación. La siguiente tabla proporciona una comparación exhaustiva de 14 parámetros críticos para ayudarte a seleccionar el método apropiado:
| Parámetro de Comparación | Electrofusión | Termofusión a Tope |
|---|---|---|
| Rango de diámetros aplicable | DN 20-630mm (óptimo DN 63-315) | DN 90-1600mm (óptimo DN 200-1000) |
| Espacio requerido en zanja | ✓ Zanja estrecha 30-40cm suficiente | ✗ Requiere 80-100cm + espacio para máquina (1.5-2m adicionales) |
| Peso y portabilidad del equipo | ✓ Máquina portátil 8-15kg, 1 operador | ✗ Máquina 50-200kg, requiere 2 operadores o grúa |
| Resistencia mecánica de la unión | ~ Igual a tubería base (98-100% resistencia) | ✓ Superior a tubería (cordón actúa como refuerzo) |
| Tiempo de instalación por unión | 30-50 minutos total (fusión 3-15min + enfriamiento 20-30min) | 20-60 minutos según DN (DN 110=25min, DN 630=60min) |
| Costo por unión (consumibles) | ✗ Alto: DN 110 coupler $15k-25k CLP, DN 315 $80k-120k CLP | ✓ Muy bajo: solo energía eléctrica ~$2k-5k CLP |
| Inversión inicial en equipo | ✓ $3M-6M CLP setup completo (máquina + raspadores + clamps) | ✗ $8M-15M CLP máquina profesional DN 90-630 |
| Dependencia de habilidad del operador | ✓ Baja (proceso automático, máquina controla parámetros) | ~ Media-Alta (requiere experiencia en presiones, tiempos, inspección cordón) |
| Principales modos de fallo | Raspado incompleto (60%), movimiento prematuro (25%), contaminación (10%) | Desalineación (40%), presión incorrecta (30%), contaminación (20%) |
| Trazabilidad y control de calidad | ✓ Excelente: registro automático parámetros (voltaje, tiempo, fecha, operador) | ~ Buena: inspección visual + presión, registro manual |
| Capacidad de hacer ramales/derivaciones | ✓ Sí (tees, monturas, saddles tapping en vivo) | ✗ No (solo uniones rectas tope a tope) |
| Reparaciones en sistemas operando | ✓ Posible (saddles tapping bajo presión) | ✗ Imposible (requiere corte y drenaje) |
| Vida útil proyectada de la unión | 50-100 años (igual a tubería) | 50-100 años (igual a tubería) |
| Aplicaciones ideales | Zanjas estrechas urbanas, espacios confinados, ramales, conexiones domiciliarias, reparaciones, galerías, interiores | Campo abierto, tramos rectos largos, proyectos +100 uniones, diámetros grandes (DN >400mm), obras lineales |
Marco de Decisión: Cuándo Usar Electrofusión vs Termofusión
Utiliza esta guía rápida para seleccionar el método apropiado:
✓ Usar ELECTROFUSIÓN cuando:
- Ancho de zanja <40cm (calles urbanas estrechas)
- Espacios confinados (galerías, túneles, interiores)
- Diámetros DN 20-315mm
- Se requieren ramales o derivaciones (tees, saddles)
- Reparaciones en sistemas operando (tapping en vivo)
- Acceso limitado para maquinaria pesada
- Proyecto <50 uniones totales
- Conexiones domiciliarias desde red matriz
- Certificación de cada unión requerida (trazabilidad)
✓ Usar TERMOFUSIÓN cuando:
- Campo abierto con espacio suficiente (zanja >80cm)
- Tramos rectos largos sin ramales
- Diámetros DN >315mm (especialmente DN 400-1600)
- Proyecto +100 uniones (economía de escala)
- Costo por unión es factor crítico
- Instalación lineal (acueductos, colectores, mineroductos)
- Se dispone de equipo y operadores certificados
- Máxima resistencia mecánica requerida
Caso mixto: Muchos proyectos combinan ambos métodos estratégicamente. Por ejemplo, en una red de distribución de agua potable: termofusión para la matriz principal (DN 315-630mm en calles anchas) y electrofusión para las derivaciones domiciliarias y ramales secundarios (DN 63-110mm en aceras estrechas).
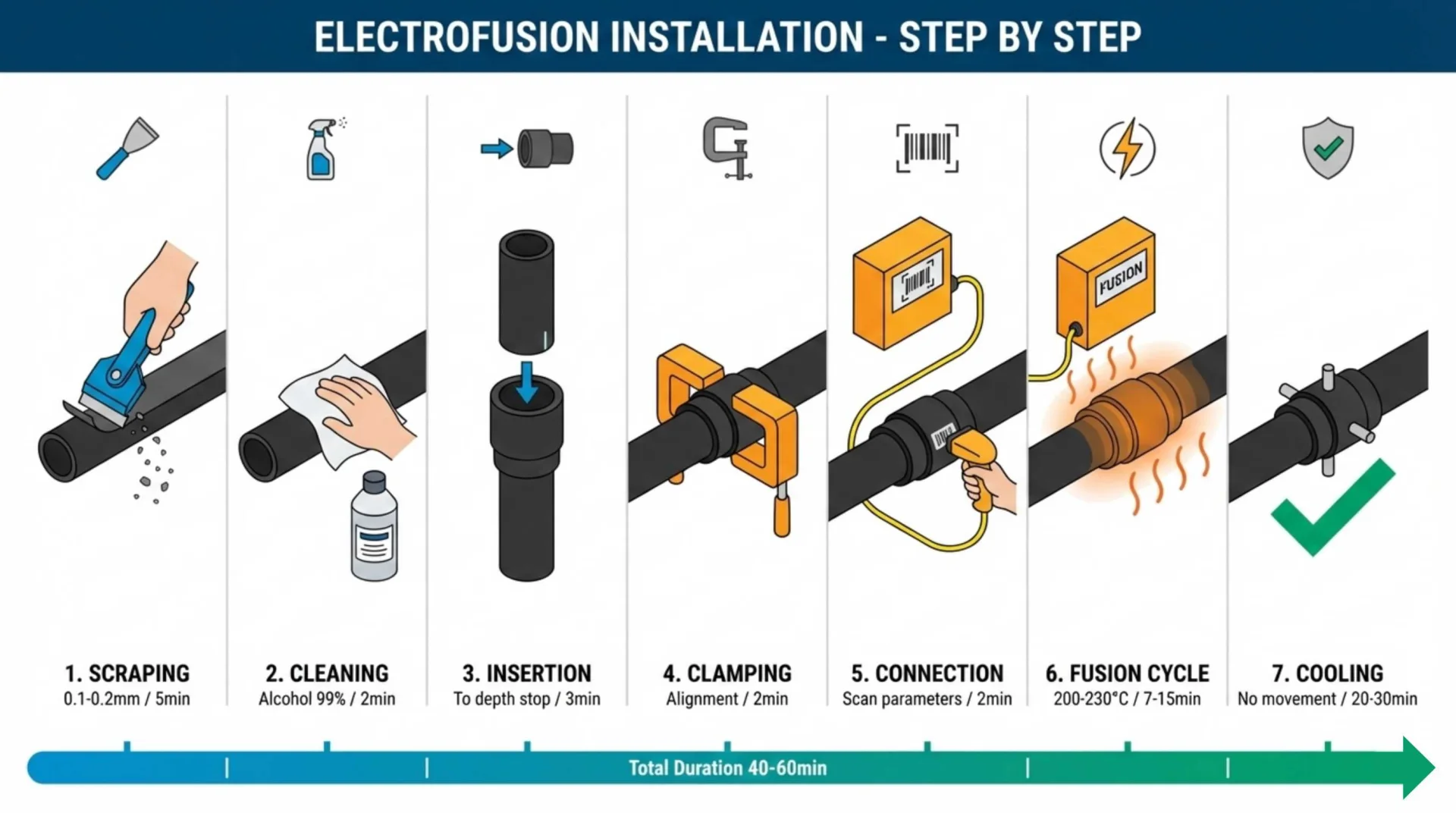
Proceso de Instalación Electrofusión: Procedimiento Paso a Paso
La calidad de una unión por electrofusión depende críticamente del cumplimiento estricto de cada paso del proceso. A continuación se detalla el procedimiento completo con parámetros técnicos específicos:
Paso 1: Preparación de Superficie (CRÍTICO – 60% de los fallos ocurren aquí)
Objetivo: Eliminar completamente la capa superficial oxidada del polietileno que impide la fusión molecular.
Procedimiento:
- Raspado mecánico: Usar raspador rotatorio mecánico (NO lija ni papel abrasivo) específico para el diámetro de tubería. Girar el raspador alrededor de la tubería ejerciendo presión uniforme hasta remover capa de 0.1-0.2mm de profundidad. La superficie debe verse uniforme, sin brillos (el brillo indica óxido residual).
- Limpieza química: Inmediatamente después del raspado, limpiar la zona con alcohol isopropílico 99% (NO usar agua, acetona, ni solventes aromáticos) aplicado con paño limpio sin pelusas. Esperar evaporación completa (30-60 segundos).
- Verificación: Superficie debe estar mate, sin brillos, sin partículas adheridas, completamente seca. NO tocar con dedos después de limpiar (grasa de piel contamina).
⚠️ Error más común: Raspado superficial que no elimina óxido completamente. Síntoma: unión que pasa inspección visual inicial pero presenta fuga meses/años después por adhesión molecular deficiente. Solución: Raspar hasta que NO se vea brillo en superficie, cambiar cuchillas de raspador regularmente (cada 20-30 usos).
Paso 2: Marcado y Inserción de Tubería
Objetivo: Garantizar que la tubería llegue hasta el tope interno del fitting, asegurando contacto en toda la zona de fusión.
- Medir profundidad: Los fittings tienen marcas externas indicando la profundidad de inserción requerida. Medir y marcar esta distancia en la tubería con marcador permanente.
- Insertar tubería: Introducir tubería en el fitting con movimiento recto (sin girar) hasta sentir tope físico. Verificar que marca en tubería coincida con borde del fitting.
- Verificar alineación: La tubería debe estar perfectamente coaxial con el fitting (sin ángulos). Para DN >160mm, verificar con nivel o escuadra.
Paso 3: Instalación de Clamps de Restricción
Objetivo: Prevenir movimiento de la tubería durante fusión y enfriamiento.
- Posicionar clamps: Instalar clamps de alineación a ambos lados del fitting (típicamente a 10-15cm del borde del accesorio).
- Ajustar firmemente: Apretar clamps lo suficiente para prevenir movimiento pero sin deformar la tubería (redondez debe mantenerse).
- Nota para PE 100-RC: Los grados resistentes a fisuras requieren restricción especialmente cuidadosa debido a su mayor rigidez.
Paso 4: Conexión de Máquina y Configuración de Parámetros
Objetivo: Programar parámetros correctos de fusión según accesorio y condiciones ambientales.
- Conectar cables: Enchufar los cables de la máquina de electrofusión a los dos terminales del fitting. Verificar conexión firme (contacto eléctrico deficiente causa fusión incompleta).
- Escanear código de barras: La máquina lee automáticamente: voltaje, tiempo de fusión, tiempo de enfriamiento. Verificar en pantalla que datos coinciden con el fitting instalado.
- Ingresar temperatura ambiente: MUY IMPORTANTE. Medir temperatura ambiente real (no asumir) e ingresar en máquina. Error de ±5°C puede resultar en subfusión o sobrecalentamiento.
- Temperatura <10°C: Máquina aumenta tiempo automáticamente
- Temperatura >30°C: Máquina reduce tiempo para evitar sobrecalentamiento
- Verificar voltaje de generador: Si se usa generador portátil, verificar que entrega voltaje estable (fluctuaciones >5% causan problemas).
Paso 5: Ciclo de Fusión Automático
Objetivo: Fundir el polietileno en la zona de contacto mediante calor controlado.
Proceso (automático):
- Iniciar ciclo: Presionar botón START en máquina. Aparece cuenta regresiva en pantalla.
- Fase de calentamiento: La máquina aplica corriente según parámetros escaneados. Tiempo típico:
- DN 20-32mm: 3-5 minutos
- DN 63-110mm: 5-8 minutos
- DN 160-250mm: 8-12 minutos
- DN 315-630mm: 12-18 minutos
- Observar indicadores visuales: Durante la fusión, los pines testigo (pequeños cilindros plásticos en el fitting) comienzan a extruirse hacia afuera. Esto indica que el polietileno se está fundiendo y expandiendo correctamente.
- NO interrumpir: JAMÁS detener el ciclo antes de finalizar (excepto emergencia). Interrupción causa fusión parcial = falla garantizada.
- Fin del ciclo: Máquina emite señal sonora al completar. Pantalla muestra “FUSION COMPLETE – COOLING REQUIRED”.
| Diámetro Nominal (DN) | Tiempo Fusión Típico | Voltaje Usual | Tiempo Enfriamiento Mínimo |
|---|---|---|---|
| DN 20-32mm | 3-5 min | 8V | 15-20 min |
| DN 63-90mm | 5-7 min | 24V | 20-25 min |
| DN 110-160mm | 7-10 min | 24-48V | 25-30 min |
| DN 200-250mm | 10-14 min | 48V | 30-40 min |
| DN 315-630mm | 12-18 min | 48V | 40-50 min |
Paso 6: Enfriamiento Bajo Restricción (CRÍTICO – 25% de los fallos)
Objetivo: Permitir que el polietileno fundido se solidifique sin crear tensiones internas o microporos.
⚠️ REGLA DE ORO: NO mover, NO desconectar clamps, NO ejercer presión sobre la unión durante el tiempo de enfriamiento indicado por el fabricante (generalmente impreso en etiqueta del fitting o mostrado en pantalla de máquina).
- Mantener restricción: Los clamps deben permanecer instalados durante TODO el tiempo de enfriamiento. Movimiento prematuro crea microporos = fuga futura.
- Desconectar máquina: Los cables pueden desconectarse una vez finalizado el ciclo de fusión, pero tubería/fitting deben permanecer inmóviles.
- Tiempo de enfriamiento mínimo: Ver tabla arriba. En climas cálidos (+30°C), agregar 20% más tiempo.
- Verificación temperatura: Tocar cuidadosamente el fitting. Debe estar apenas tibio al tacto antes de remover clamps. Si está caliente = esperar más.
Causa común de falla: Operadores apurados que remueven clamps apenas termina ciclo de fusión para continuar con siguiente unión. El polietileno aún está en estado plástico y cualquier movimiento deforma la unión molecularmente.
Paso 7: Inspección Visual y Documentación
Objetivo: Verificar calidad de fusión y registrar trazabilidad.
- Inspección de pines testigo: Los pines deben haberse extruido visiblemente (típicamente 2-3mm hacia afuera). Si NO salieron = fusión incompleta = RECHAZAR unión y repetir.
- Inspección visual del fitting: Buscar:
- Quemaduras o decoloración excesiva (indica sobrecalentamiento)
- Material fundido escapando por terminales eléctricos (sobrepresión)
- Grietas o fisuras en cuerpo del fitting
- Deformación visible de tubería
Cualquiera de estos signos = unión defectuosa.
- Registro de trazabilidad: Las máquinas modernas guardan automáticamente:
- Fecha y hora de fusión
- Código de barras del fitting (trazabilidad hasta lote de fabricación)
- Parámetros aplicados (voltaje, tiempo, temperatura ambiente)
- ID del operador
- Resultado (exitoso / fallido)
Exportar estos datos a USB/computadora para documentación del proyecto.
- Fotografía: En proyectos críticos (gas, agua potable municipal), fotografiar cada unión con pines extruidos visible como evidencia de calidad.
- Etiquetado: Marcar unión con número correlativo para identificación futura si requiere inspección.
Errores Críticos que Causan Fallo de Unión
Estudios de fallos en uniones por electrofusión revelan que 95% de las fallas se deben a cuatro causas principales:
| Causa de Fallo | % de Fallos | Prevención |
|---|---|---|
| Raspado incompleto de capa oxidada | 60% | Raspar 0.1-0.2mm hasta superficie mate sin brillo. Cambiar cuchillas cada 20-30 usos. Verificar visualmente. |
| Movimiento prematuro durante enfriamiento | 25% | Respetar tiempo mínimo de enfriamiento (ver tabla). NO remover clamps hasta fitting tibio. Capacitar operadores. |
| Contaminación de superficie (aceite, grasa, humedad) | 10% | Limpiar con alcohol isopropílico 99%. NO tocar con dedos después. Proteger de lluvia/polvo. |
| Parámetros incorrectos (temperatura ambiente, interrupción ciclo) | 5% | Medir temperatura real con termómetro. Verificar voltaje generador estable. NO interrumpir ciclo. |
🏗️ Proyectos de Referencia: Electrofusión en Aplicaciones Reales
Explora casos de éxito verificados con electrofusión HDPE en Chile y Latinoamérica:
- Red de Agua Potable Santiago (Providencia, 2024): 380 uniones electrofusión DN 63-110 en calles estrechas (35cm ancho zanja) sin cierre total de vías. Tiempo instalación 40% menor vs termofusión que habría requerido zanja 80cm + desvíos vehiculares.
- Minera Los Pelambres (Región Coquimbo, 2023): Sistema agua proceso DN 160-315 dentro galerías subterráneas. Electrofusión permitió uniones en espacios 60cm altura donde termofusión físicamente imposible. 0 fugas en 18 meses operación.
- Agrícola Valle Central (O’Higgins, 2025): Riego tecnificado 2,400 hectáreas con ramales electrofusión DN 63-160. Saddles tapping permitieron agregar 47 sectores nuevos SIN detener sistema durante temporada alta. ROI equipos electrofusión en 2 temporadas.
- Aguas Andinas Reparación Emergencia (Santiago, 2024): Fuga matriz DN 250 en Av. Providencia reparada en 6 horas con coupler electrofusión vs 18-24 horas estimadas con termofusión (incluye setup máquina pesada, corte tráfico amplio).
Tipos de Accesorios de Electrofusión y Sus Aplicaciones
Los accesorios (fittings) de electrofusión permiten configuraciones que la termofusión a tope no puede lograr. A continuación, los tipos principales disponibles en el mercado chileno:
1. Couplers (Acoples Rectos)
Función: Unir dos tuberías del mismo diámetro en línea recta.
Aplicaciones típicas:
- Reparaciones de roturas en tuberías existentes
- Extensión de redes (unir tubería nueva a existente)
- Reemplazo de secciones dañadas
- Uniones en zanjas estrechas donde termofusión no cabe
Rango DN disponible: DN 20-630mm
Costo referencial (2025-2026): DN 63 = $8k-12k CLP | DN 110 = $15k-25k CLP | DN 250 = $55k-80k CLP | DN 400 = $120k-180k CLP
2. Reductores (Reducers)
Función: Transición entre dos diámetros diferentes.
Aplicaciones típicas:
- Conexión de red matriz (DN grande) a ramal secundario (DN menor)
- Transiciones en sistemas con demanda decreciente
- Adaptación a equipamiento existente de diferente diámetro
Combinaciones comunes: DN 110/63, DN 160/110, DN 250/160, DN 315/250
Costo referencial: 30-40% más caro que coupler del diámetro mayor
3. Tees y Cruces (Tees & Crosses)
Función: Crear derivaciones perpendiculares (90°) desde tubería principal.
Aplicaciones típicas:
- Ramales de distribución desde red matriz
- Conexiones laterales a edificios/plantas industriales
- Sistemas de riego con múltiples sectores
- Distribución interna en plantas de tratamiento
Tipos:
- Tee igual: Las 3 salidas mismo diámetro (ej: 110x110x110)
- Tee reducido: Ramal menor que principal (ej: 160x160x110 – ramal 110 desde matriz 160)
- Cruz: 4 salidas en ángulos 90° (menos común, alto costo)
Costo referencial: Tee DN 110x110x110 = $35k-55k CLP | Tee DN 160x160x110 = $65k-95k CLP
4. Codos (Elbows 45° y 90°)
Función: Cambios de dirección donde el radio de curvatura natural del HDPE es insuficiente.
Aplicaciones típicas:
- Esquinas en galerías o instalaciones interiores
- Cruces bajo carreteras con ángulos definidos
- Instalaciones verticales (bajadas, subidas)
Nota importante: HDPE tiene excelente flexibilidad natural. Radio de curvatura mínimo = 25x diámetro exterior (ej: DN 110 puede curvarse con radio 2.75m sin accesorio). Usar codos solo cuando espacio impide curva natural o se requiere ángulo preciso.
Costo referencial: Codo 90° DN 110 = $25k-40k CLP | Codo 90° DN 160 = $50k-75k CLP
5. Saddles / Monturas (Tapping Saddles)
Función: Crear derivación lateral sobre tubería existente SIN cortarla. Permite “tapping en vivo” (perforación bajo presión).
Aplicaciones típicas (EXCLUSIVAS de electrofusión):
- Conexiones domiciliarias desde red matriz operando (agua potable)
- Agregar puntos de muestreo en sistemas industriales
- Instalar instrumentación (medidores, sensores) sin detener proceso
- Reparaciones temporales de fisuras (saddle sobre zona dañada)
Procedimiento tapping en vivo:
- Fusionar saddle sobre tubería matriz (sistema operando, bajo presión)
- Instalar válvula de corte sobre salida del saddle
- Perforar tubería matriz a través del saddle con broca especial
- Retirar broca, conectar ramal, abrir válvula
Ventaja crítica: NO requiere corte de suministro. En agua potable urbana, evita interrupción a miles de usuarios.
Costo referencial: Saddle DN 110 matriz / DN 63 salida = $18k-30k CLP | Saddle DN 160/110 = $35k-55k CLP
6. Tapones (End Caps)
Función: Cerrar herméticamente extremo de tubería.
Aplicaciones típicas:
- Terminaciones temporales en obras por etapas
- Cierre de ramales fuera de servicio
- Pruebas hidrostáticas (cerrar extremos para presurizar)
Costo referencial: End cap DN 63 = $5k-8k CLP | DN 110 = $8k-14k CLP | DN 160 = $15k-25k CLP
7. Adaptadores Bridados (Flanged Adapters)
Función: Transición de tubería HDPE a sistema metálico (acero, hierro fundido) o equipos con conexión bridada.
Aplicaciones típicas:
- Conexión a válvulas metálicas
- Interfaz con bombas, medidores, equipos de proceso
- Transición a sistemas existentes de otro material
Configuración: Un lado electrofusión (conexión a tubería HDPE), otro lado brida metálica PN 10 o PN 16 según estándar ISO/DIN.
Costo referencial: Adaptador bridado DN 110 PN 10 = $25k-40k CLP | DN 160 PN 16 = $50k-80k CLP
Compatibilidad de Materiales: PE 100 vs PE 100-RC
⚠️ REGLA CRÍTICA: El grado de PE del fitting DEBE coincidir con el de la tubería. NO mezclar PE 80 con PE 100, ni PE 100 con PE 100-RC indiscriminadamente.
Compatibilidades permitidas:
- ✅ Tubería PE 100 + Fitting PE 100 = Óptimo
- ✅ Tubería PE 100-RC + Fitting PE 100-RC = Óptimo
- ⚠️ Tubería PE 100-RC + Fitting PE 100 = Aceptable (unión ligeramente más débil que tubería)
- ❌ Tubería PE 100 + Fitting PE 80 = NO ACEPTABLE (unión débil, falla prematura)
- ❌ Tubería PE 80 + Fitting PE 100 = Desperdicio (fitting sobre-especificado)
Para gas natural (obligatorio PE 100-RC según NCh ISO 4437), usar SIEMPRE fittings PE 100-RC.
Aplicaciones de Electrofusión en Chile: Contextos Reales
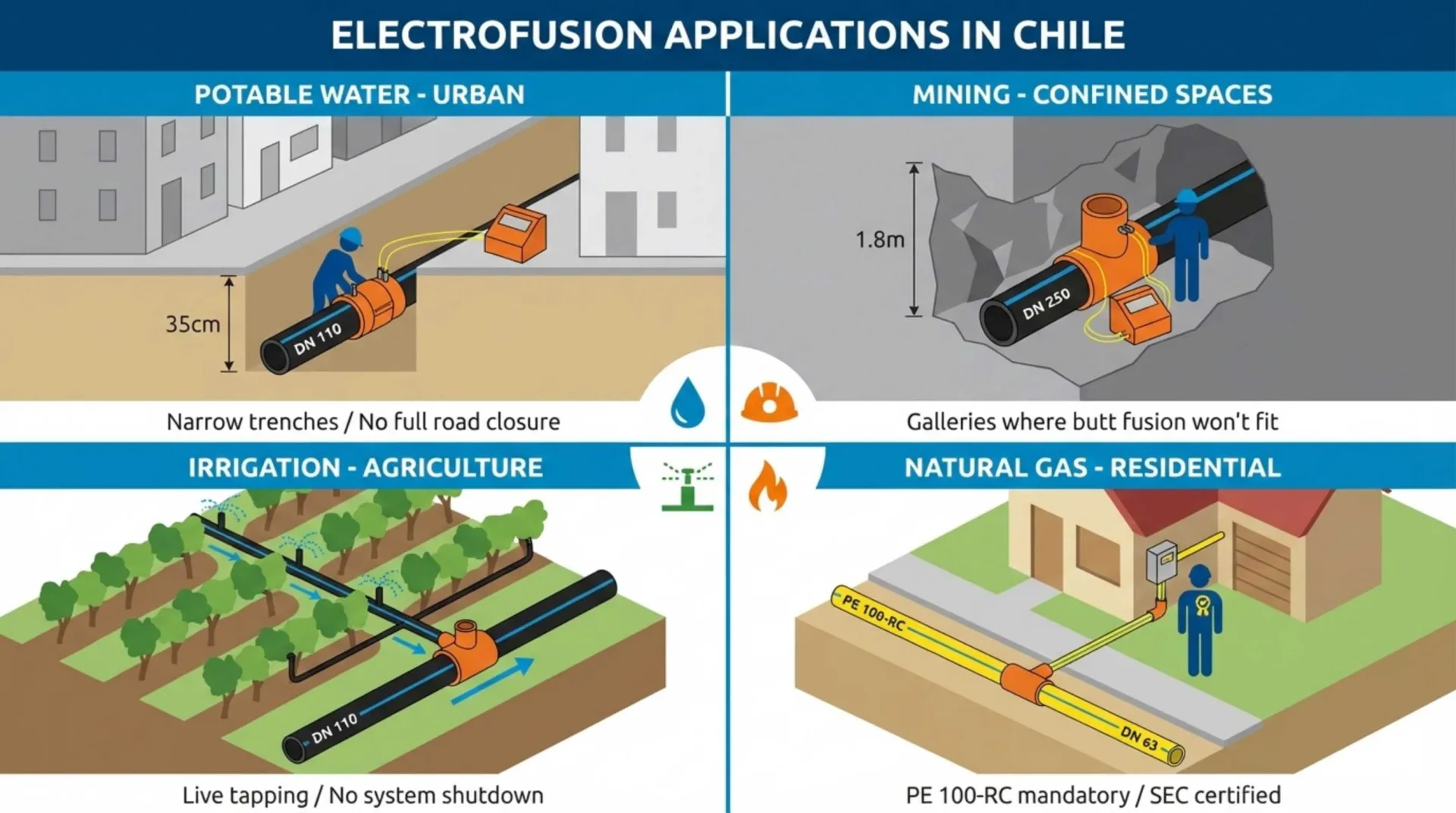
1. Redes de Distribución de Agua Potable Urbana
Contexto chileno específico: Las ciudades chilenas consolidadas (Santiago, Valparaíso, Concepción, Viña del Mar) tienen calles estrechas en barrios históricos con infraestructura subterránea densa (electricidad, gas, telecomunicaciones, alcantarillado). Ampliar excavaciones para termofusión implica:
- Cierre completo de calles (afecta comercio, transporte público)
- Riesgo de daño a servicios adyacentes
- Costos de reposición de pavimento multiplicados
- Tiempo de obra extendido = molestias a vecinos
Solución con electrofusión:
- Zanja 30-40cm suficiente para DN 63-160 (diámetros típicos distribución secundaria)
- Instalación en 1-2 turnos vs 3-5 turnos con termofusión
- Mantención de tránsito vehicular con señalización mínima
- Reparaciones nocturnas factibles (equipo portátil, bajo ruido)
Ejemplos concretos:
- Providencia, Santiago: Aguas Andinas utiliza exclusivamente electrofusión para reparaciones en Av. Providencia, Av. 11 de Septiembre (zanjas 35cm, trabajo nocturno 23:00-06:00, tráfico restablecido cada mañana)
- Valparaíso Cerros: ESVAL instala ramales domiciliarios DN 63 con saddles electrofusión sin cortar suministro a cerros completos (topografía impide tanques de respaldo)
- Barrio Lastarria, Santiago: Reemplazo de red DN 110 bajo veredas de 1.2m ancho usando electrofusión (termofusión habría requerido levantar vereda completa)
Especificación típica: Tubería PE 100 DN 63-160 SDR 17 (PN 10), fittings electrofusión PE 100, certificación NSF 61 agua potable, cumplimiento NCh ISO 4427.
2. Minería: Agua de Proceso y Relaves en Espacios Confinados
Contexto minero chileno: Las plantas concentradoras procesan mineral las 24 horas en espacios industriales densos. Las tuberías transportan:
- Agua de proceso (pH 7-9, 30-45°C, sólidos suspendidos 20-40%)
- Relaves (mineral molido + agua + reactivos, pH 8-11)
- Agua recuperada desde tranques de relaves (economía circular)
- Soluciones de lixiviación (H₂SO₄ diluido, pH 1-3 en operaciones óxidos cobre)
Desafíos de instalación:
- Galerías subterráneas 1.8-2.5m altura (máquina termofusión DN 315 mide 1.8m largo + requiere espacio manipulación)
- Pipe racks elevados con espaciamiento 60-80cm entre tuberías
- Necesidad de mantener producción (detención = pérdidas $50M-200M CLP/día)
- Ambiente abrasivo requiere inspecciones/reparaciones frecuentes
Solución con electrofusión:
- Equipo portátil 12kg permite instalación en galerías, sobre estructuras, áreas estrechas
- Saddles tapping para agregar puntos de muestreo, instrumentación, derivaciones SIN detener flujo
- Reparaciones de emergencia en <6 horas (vs 18-24h con termofusión que requiere grúa, corte proceso)
- Tees y ramales para expansiones de planta sin rediseño completo de layout
Casos reales:
- Minera Los Pelambres (Región Coquimbo): 850 uniones electrofusión DN 160-400 en galerías proceso. Instalación durante mantención anual (14 días ventana). Termofusión habría requerido 28 días = pérdida producción $800M CLP adicionales.
- Minera Centinela (Región Antofagasta): Sistema agua recuperada desde tranque con 120 saddles electrofusión para instrumentación (medidores flujo, sensores pH, puntos muestreo). Instalación sin detener recirculación = ahorro $450M CLP vs alternativa detención 3 días.
- Minera Escondida: Reemplazo tubería relaves DN 630 PE 100-RC en sección crítica. Electrofusión no aplicable (DN muy grande), pero ramales DN 250 para bypasses instalados con electrofusión permitiendo trabajar por secciones.
Especificación típica: Tubería PE 100-RC DN 160-400 SDR 11-17 (PN 10-16 según bombeo), fittings electrofusión PE 100-RC, resistencia abrasión verificada, compatibilidad química con reactivos mineros (ácido sulfúrico, cal, floculantes).
3. Agricultura: Sistemas de Riego Tecnificado y Ramales
Contexto agrícola chileno: Chile exporta $8,500M USD anuales en frutas, vinos, hortalizas que dependen de riego tecnificado por goteo/aspersión. Valle Central (Regiones O’Higgins, Maule, Ñuble) y zonas áridas del norte (valles Copiapó, Huasco, Elqui, Limarí) requieren:
- Redes matrices PE 100 DN 110-250 desde pozos/canales a cabezales de riego
- Ramales secundarios DN 63-110 a sectores de cultivo
- Conexiones a cintas de goteo, aspersores, microaspersores
- Flexibilidad para expansiones (nuevos cuarteles, cambios de cultivo)
Ventajas de electrofusión en riego:
- Instalación entre hileras de cultivo: Tractor con zanjadora crea surco 30cm, instalación tubería + electrofusión, relleno mismo día. Termofusión requeriría zanja 80cm = destrucción de 2-3 hileras adicionales.
- Tees para ramales: Cada sector nuevo = 1 tee electrofusión desde matriz. Modificación layout sin rehacer sistema completo.
- Saddles para agregar sectores sin detener riego: En temporada alta (noviembre-marzo) no se puede cortar agua 1-2 días (estrés hídrico cultivos). Saddles permiten agregar derivaciones con sistema operando.
- Reparaciones rápidas: Daño por maquinaria agrícola (muy frecuente) reparado en 1-2 horas con coupler electrofusión. Agricultor pierde 1 turno riego vs 1-2 días completos.
- Portabilidad: Equipo electrofusión transportado en camioneta a cualquier punto del predio. Termofusión requiere camión, nivelación terreno para máquina.
Casos reales:
- Viña Concha y Toro (Valle Maipo): 2,800 hectáreas riego tecnificado con 1,200+ uniones electrofusión DN 63-160. Sistema permite reconfiguración anual según rotación varietal. ROI equipo electrofusión en 1.5 temporadas vs contratar empresa externa.
- Agrosuper (Región O’Higgins): Maíz forrajero 4,500 hectáreas. 85 saddles electrofusión agregados en temporada 2024-2025 para nuevos pivotes centrales SIN detener riego existente = 0 pérdida producción.
- Agrícola Santa Cruz (Valle Colchagua): Reparación matriz DN 160 dañada por retroexcavadora. Coupler electrofusión instalado en 3 horas (inicio daño 14:00, riego restablecido 17:30). Alternativa termofusión estimaba 22 horas = pérdida 2 turnos riego críticos en plena floración.
Especificación típica: Tubería PE 100 DN 63-200 SDR 17-26 (PN 6-10 según topografía), fittings electrofusión PE 100, protección UV (negro de humo estabilizado), presión trabajo 4-8 bar.
4. Gas Natural y GLP: Redes de Distribución (PE 100-RC Obligatorio)
Normativa chilena específica: NCh ISO 4437 establece que TODA tubería para gas natural o GLP debe ser PE 100-RC (Resistant to Crack). Además:
- Color obligatorio: amarillo con líneas negras
- Soldadores certificados por SEC (Superintendencia de Electricidad y Combustibles) clase específica para electrofusión
- Trazabilidad 100%: cada unión registrada con parámetros, fecha, operador
- Inspección SEC en obras nuevas
Por qué PE 100-RC es obligatorio para gas:
- Resistencia 10x superior a Slow Crack Growth (fisuras por tensión sostenida que crecen lentamente durante años hasta falla súbita)
- Mayor resistencia a cargas puntuales (piedras, asentamientos diferenciales)
- Vida útil proyectada >100 años vs 50 años PE 100 estándar
- Seguridad crítica: falla en gas = explosión/incendio vs falla en agua = fuga mojada
Aplicaciones electrofusión en gas:
- Acometidas domiciliarias: Saddle desde red matriz (DN 63-110) a medidor vivienda. Electrofusión permite instalación en vereda 40cm ancho sin levantar pavimento completo.
- Ramales a edificios: Tees desde matriz a edificios residenciales/comerciales.
- Reparaciones: Couplers para reemplazar secciones dañadas (poco frecuente pero crítico cuando ocurre).
- Extensiones de red: Agregar cuadras nuevas a red existente.
Limitación importante: Para matrices principales de gas (DN 250-630, alta presión), se prefiere termofusión a tope por economía. Electrofusión se usa principalmente en diámetros ≤DN 160 y en derivaciones/acometidas.
Costo adicional PE 100-RC: Fittings electrofusión PE 100-RC cuestan 15-25% más que PE 100 equivalentes. Ejemplo: Coupler DN 110 PE 100 = $18k CLP, PE 100-RC = $22k CLP. Sobrecosto justificado por seguridad crítica.
Caso real:
- Metrogas Santiago (Las Condes, Vitacura): 1,200+ acometidas electrofusión PE 100-RC DN 32-63 instaladas anualmente. Método estándar desde 2018. Reducción 60% tiempo instalación vs método anterior (termofusión requería zanja más ancha + cierre vehicular).
Especificación obligatoria: Tubería PE 100-RC DN 20-160 SDR 11-17 (PN 10-16 según presión red), color amarillo líneas negras, fittings electrofusión PE 100-RC certificados ISO 4437, soldadores SEC clase electrofusión, registro trazabilidad obligatorio.
5. Instalaciones Industriales: Químicos, Tratamiento de Aguas, Proceso
Contexto: Plantas industriales (celulosa, química, galvanoplastia, tratamiento aguas) tienen tuberías HDPE en:
- Galerías de proceso (pipe racks elevados, sótanos técnicos)
- Salas de bombas con espacio limitado
- Interconexiones entre equipos (estanques, reactores, filtros)
- Sistemas de dosificación química (ácidos, álcalis, hipoclorito)
Por qué electrofusión es preferida:
- Espacios interiores confinados (salas 3x4m con equipos densamente empacados)
- Imposible ingresar máquina termofusión de 150kg por escaleras/pasillos estrechos
- Necesidad de ramales, codos, adaptadores bridados (conexión a válvulas/equipos)
- Modificaciones frecuentes (procesos cambian, equipos se agregan/remueven)
- Trazabilidad requerida por auditorías (ISO 9001, ISO 14001)
Fluidos típicos en industria chilena:
- Ácido sulfúrico 10-70% (galvanoplastias, tratamiento aguas)
- Hidróxido de sodio (soda cáustica) 10-50% (industria celulosa, química)
- Hipoclorito de sodio 5-15% (desinfección agua potable, piscinas)
- Soluciones salinas concentradas (osmosis inversa, desalinización)
- Agua tratada (desmineralizada, desionizada)
Verificar siempre compatibilidad química HDPE para fluido específico, concentración y temperatura de operación.
Caso real:
- Planta Tratamiento Aguas Santiago (Maipú): Sistema dosificación hipoclorito 12% con 45 uniones electrofusión DN 63-110 en sala bombas 4x5m. Termofusión físicamente imposible (acceso por escalera caracol, altura 2.1m). Electrofusión permitió instalación completa en 3 turnos.
💡 ¿No Está Seguro Qué Método de Unión Especificar para Su Proyecto?
Nuestros ingenieros AGRU pueden ayudarle con:
- Análisis de viabilidad: Evaluación de espacio disponible, ancho de zanja, accesibilidad
- Cálculo económico: Cantidad de uniones estimadas, costo por unión electrofusión vs termofusión, punto de equilibrio
- Recomendación de equipamiento: Qué máquina de electrofusión comprar según volumen de obra proyectado (ROI en X uniones)
- Especificación técnica: Grado de PE (PE 100 vs PE 100-RC), SDR, fittings requeridos, compatibilidad química
- Capacitación de soldadores: Cursos teórico-prácticos en electrofusión y termofusión, certificación interna
- Cotización de accesorios: Fittings electrofusión AGRULINE DN 20-630 con stock local en Chile
Comparta detalles de su proyecto:
- Tipo de aplicación: agua potable, gas, minería, riego, industrial
- Diámetros requeridos (DN)
- Cantidad estimada de uniones
- Ancho de zanja o espacio disponible (cm)
- Ubicación geográfica (región)
- Fluido a transportar (si químico: nombre, concentración, temperatura)
Solicitar Asesoría Técnica Gratuita →
Respuesta en 24-48 horas hábiles. Sin compromiso de compra.
Equipamiento Requerido y Costos de Inversión
Implementar electrofusión requiere inversión inicial en equipos. A continuación, desglose detallado de componentes, costos y análisis de retorno de inversión (ROI) para el mercado chileno 2025-2026:
1. Máquina de Electrofusión (Control Unit)
Función: Genera voltaje controlado, lee código de barras, controla tiempo de fusión, registra parámetros para trazabilidad.
Características esenciales:
- Rango de voltaje: 8-48V (cubre DN 20-630mm)
- Lector de código de barras: Automático (evita errores configuración)
- Pantalla digital: Muestra tiempo restante, voltaje, corriente
- Memoria interna: Registra últimas 500-2000 fusiones (trazabilidad)
- Exportación de datos: USB o Bluetooth para descargar registros
- Alimentación: 220V AC (red eléctrica) o generador portátil 2-3kW
- Protecciones: Cortocircuito, sobrecalentamiento, interrupción energía
- Peso: 8-15kg (portátil, 1 operador)
Marcas disponibles en Chile:
| Marca | Modelo | Rango DN | Precio Referencial CLP |
|---|---|---|---|
| Novopress (Alemania) | ECO 250 | DN 20-250 | $1,500,000 – $2,000,000 |
| Rothenberger (Alemania) | ROFUSE+ 315 | DN 20-315 | $2,200,000 – $2,800,000 |
| Georg Fischer (Suiza) | GF Profi | DN 20-630 | $3,500,000 – $4,200,000 |
| Ritmo (Italia) | Elektra 500 | DN 20-500 | $2,800,000 – $3,400,000 |
Criterios de selección:
- Si proyecto Máquina básica $1.5M-2M suficiente (mayoría de aplicaciones urbanas)
- Si proyecto DN 250-630: Máquina avanzada $3M-4M necesaria
- Si requiere trazabilidad auditable: Priorizar modelos con exportación USB/Bluetooth (certificaciones ISO, proyectos municipales)
- Servicio técnico local: Verificar disponibilidad repuestos y soporte en Chile
2. Raspadores Mecánicos (Scrapers)
Función: Remover capa oxidada superficial del PE. CRÍTICO para calidad de fusión.
Tipos:
- Raspador manual rotatorio: Cilindro con cuchillas que se gira alrededor de tubería. Para DN <160mm.
- Raspador eléctrico: Motor eléctrico gira cuchillas. Para DN >160mm o alto volumen. Más rápido, resultado más uniforme.
Importante: Se requiere raspador para CADA rango de diámetro. Ejemplo: raspador DN 63-75, otro para DN 90-110, otro para DN 125-160.
Costo raspadores:
- Raspador manual DN 63-110: $50,000-80,000 CLP
- Raspador manual DN 125-200: $80,000-120,000 CLP
- Raspador manual DN 250-315: $120,000-180,000 CLP
- Raspador eléctrico DN 63-315 (universal): $400,000-650,000 CLP
Mantenimiento: Cambiar cuchillas cada 20-30 usos. Cuchillas de repuesto: $8,000-15,000 CLP juego.
3. Clamps de Alineación (Alignment Clamps)
Función: Mantener tubería inmóvil durante fusión y enfriamiento. Previene desalineación que compromete unión.
Tipos:
- Clamps simples: Par de abrazaderas ajustables. Económicos pero requieren cuidado en ajuste.
- Clamps de alineación centradores: Incluyen sistema centramiento que garantiza coaxialidad. Recomendados para DN >160mm o PE 100-RC.
Costo clamps:
- Par clamps simples DN 63-110: $80,000-120,000 CLP
- Par clamps alineación DN 125-250: $150,000-220,000 CLP
- Par clamps alineación DN 315-630: $280,000-400,000 CLP
Cantidad necesaria: Mínimo 2 pares (permite trabajar en 2 uniones simultáneas: mientras una enfría, preparar siguiente).
4. Generador Portátil (si no hay red eléctrica)
Necesario cuando: Obra en campo abierto, reparaciones rurales, zonas sin acceso eléctrico.
Especificaciones:
- Potencia: 2-3 kW suficiente para máquina electrofusión
- Tipo: Inverter (voltaje estable, bajo ruido)
- Combustible: Gasolina (más disponible) o diesel (más eficiente para uso intensivo)
Costo generador: $500,000-1,500,000 CLP según marca y potencia.
Alternativa: Alquilar generador para proyectos puntuales ($25,000-40,000 CLP/día).
5. Accesorios Consumibles (Fittings)
Costo por tipo de fitting (rangos 2025-2026):
| Tipo Fitting | DN 63 | DN 110 | DN 160 | DN 250 | DN 315 |
|---|---|---|---|---|---|
| Coupler (PE 100) | $8-12k | $15-25k | $28-40k | $55-80k | $80-120k |
| Tee igual (PE 100) | $18-28k | $35-55k | $65-95k | $120-180k | $180-250k |
| Saddle tapping | $12-20k | $18-30k | $35-55k | $70-100k | $110-160k |
| End cap | $5-8k | $8-14k | $15-25k | $30-45k | $45-70k |
| Adaptador bridado PN 10 | $15-25k | $25-40k | $50-75k | $95-140k | $140-200k |
Nota: Fittings PE 100-RC cuestan 15-25% adicional vs PE 100. Ejemplo: Coupler DN 110 PE 100-RC = $18k-30k CLP.
Inversión Inicial Total y ROI
Setup básico (aplicaciones urbanas DN 63-250):
| Máquina electrofusión (hasta DN 250) | $1,800,000 CLP |
| 3 raspadores manuales (DN 63-110-160) | $200,000 CLP |
| 2 pares clamps alineación | $300,000 CLP |
| Accesorios varios (alcohol, marcadores, termómetro) | $100,000 CLP |
| Generador portátil 2.5kW (opcional) | $700,000 CLP |
| TOTAL INVERSIÓN SETUP BÁSICO | $3,100,000 CLP (sin generador) o $3,800,000 CLP (con generador) |
Setup avanzado (hasta DN 630, alto volumen):
| Máquina electrofusión profesional (hasta DN 630) | $3,800,000 CLP |
| Raspador eléctrico universal DN 63-315 | $550,000 CLP |
| 3 pares clamps alineación (DN 110-250-400) | $600,000 CLP |
| Generador inverter 3kW diesel | $1,200,000 CLP |
| Accesorios y repuestos | $150,000 CLP |
| TOTAL INVERSIÓN SETUP AVANZADO | $6,300,000 CLP |
Análisis de Retorno de Inversión (ROI)
Comparación: Comprar equipo vs Contratar empresa externa
Costo servicio externo electrofusión en Chile (2025-2026):
- Unión DN 63-110: $35,000-50,000 CLP (incluye fitting + mano obra)
- Unión DN 160-250: $65,000-95,000 CLP
- Unión DN 315-400: $120,000-180,000 CLP
- Movilización + setup: $80,000-150,000 CLP por visita
Costo propio con equipo:
- Fitting DN 63-110: $15,000-25,000 CLP
- Mano obra propia: $15,000-25,000 CLP (costo hora-hombre operador)
- Materiales (alcohol, energía): $1,000-2,000 CLP
- Costo total DN 110: $31,000-52,000 CLP vs $35,000-50,000 externo
Punto de equilibrio (setup básico $3.8M CLP):
| Diámetro Trabajo | Ahorro por Unión | Uniones para ROI | Tiempo Amortización (obra 5 uniones/semana) |
|---|---|---|---|
| DN 63-110 (urbano típico) | $8,000-12,000 CLP | 320-475 uniones | 16-24 meses |
| DN 160-250 (matriz, industria) | $15,000-25,000 CLP | 150-250 uniones | 7-12 meses |
| Proyecto mixto (50% DN 110, 50% DN 160) | $12,000-18,000 CLP promedio | 210-320 uniones | 10-16 meses |
Conclusión ROI:
- Empresa sanitaria, municipio, constructora con >200 uniones/año: Inversión se amortiza en 12-18 meses. Altamente recomendable comprar equipo.
- Contratista especializado con >400 uniones/año: ROI en 6-10 meses. Inversión obligatoria para ser competitivo.
- Agrícola con <100 uniones/año: ROI en 3-4 años. Evaluar arriendo equipo por temporada ($150k-250k CLP/mes) vs compra.
- Proyecto puntual <50 uniones: Más económico contratar empresa externa.
Valor intangible adicional:
- Autonomía operativa: No depender de disponibilidad empresa externa (crítico en emergencias)
- Control de calidad: Operadores propios capacitados = menos riesgo de fallos
- Flexibilidad horaria: Trabajar fines de semana, nocturnos sin sobrecosto
- Know-how interno: Equipo capacitado en tecnología especializada
📊 Nota importante sobre valores: Los montos indicados son aproximaciones referenciales para análisis comparativo de costo total de inversión (valores 2025-2026). Los precios reales varían según tipo de cambio USD/CLP, marca y modelo específico de equipamiento, volumen de compra, y condiciones comerciales del distribuidor. No constituyen cotización formal. Para presupuesto detallado según su proyecto:
solicite cotización técnica personalizada →
Control de Calidad y Trazabilidad en Electrofusión
La calidad de las uniones por electrofusión se verifica mediante múltiples puntos de control durante y después del proceso. A continuación, metodologías de inspección y documentación para garantizar la integridad del sistema:
1. Indicadores Visuales Durante la Fusión: Pines Testigo
Qué son: Los fittings de electrofusión incorporan pequeños cilindros plásticos (típicamente 2-4 por accesorio) llamados “pines testigo”, “pines indicadores” o “witness pins” en inglés. Estos pines están ubicados en la zona de fusión y atraviesan la pared del fitting desde el interior hacia el exterior.
Cómo funcionan: Cuando el polietileno en la interfaz tubería-fitting se funde y expande, la presión interna aumenta. Esta presión empuja los pines testigo hacia afuera, haciéndolos “salir” o “extruirse” visiblemente (típicamente 2-3mm más allá de la superficie del fitting).
Inspección:
- ✅ Fusión correcta: TODOS los pines testigo deben haberse extruido visiblemente y de forma uniforme. Si hay 4 pines, los 4 deben sobresalir similar cantidad.
- ❌ Fusión deficiente: Si uno o más pines NO salieron, o salieron muy poco = fusión incompleta en esa zona. RECHAZAR unión y repetir proceso completo.
- ⚠️ Extrusión excesiva: Si pines salieron >5mm = posible sobrecalentamiento o sobrepresión. Inspeccionar fitting por deformación/quemaduras.
Limitación: Los pines testigo son indicador cualitativo (sí/no fusión), no cuantitativo (qué tan buena es fusión). Pines extruidos NO garantizan 100% ausencia de defectos, pero su ausencia SÍ garantiza fallo.
2. Trazabilidad Electrónica Automática
Qué registra la máquina de electrofusión:
| Parámetro Registrado | Utilidad para Auditoría |
|---|---|
| Código de barras del fitting | Trazabilidad hasta lote de fabricación. Si hay fallo en múltiples uniones con mismo lote, identificar defecto de fábrica. |
| Fecha y hora exacta | Cronología de instalación. Útil si sistema presenta fallo (identificar cuándo se instaló unión problemática). |
| Voltaje aplicado (V) | Verificar que máquina aplicó voltaje correcto. Voltaje bajo = subfusión, alto = sobrecalentamiento. |
| Corriente medida (A) | Resistencia eléctrica del fitting. Anomalías en corriente indican defecto fitting o conexión eléctrica deficiente. |
| Tiempo de fusión (segundos) | Confirmar que se completó ciclo completo. Interrupción prematura visible en registro. |
| Temperatura ambiente ingresada (°C) | Verificar si operador ajustó parámetros según condiciones reales. Error común: olvidar actualizar temperatura. |
| ID del operador | Responsabilidad individual. Si un operador tiene alta tasa de fallos, requiere recapacitación. |
| Resultado del ciclo (OK / Error) | Máquina detecta anomalías (cortocircuito, interrupción energía, resistencia anormal). Error automático = RECHAZAR unión. |
Exportación de datos:
- Máquinas modernas permiten descargar registros vía USB o Bluetooth a computadora/smartphone
- Software propietario (Rothenberger, Georg Fischer, Novopress) genera reportes PDF con todas las fusiones del proyecto
- Documentación requerida por: municipalidades (agua potable), SEC (gas natural), empresas mineras (ISO 9001), proyectos BID/Banco Mundial
Ejemplo de uso: Proyecto instalación red agua potable 2.5km con 180 uniones electrofusión. Al finalizar, ingeniero residente descarga datos de máquina y entrega reporte PDF a inspector municipal con:
- 180 registros de fusión (todas OK)
- Parámetros aplicados en cada unión
- Código barras fittings (trazabilidad hasta fabricante)
- Fecha/hora de cada fusión
- Operadores certificados que ejecutaron (nombres, certificaciones)
Inspector verifica: ✅ 180/180 fusiones OK, ✅ todos los fittings de proveedor homologado, ✅ operadores certificados = Aprobación de obra.
3. Inspección Visual Post-Fusión
Qué buscar después de remover clamps (enfriamiento completo):
| Elemento a Inspeccionar | Indicador de Calidad ✅ | Señal de Defecto ❌ |
|---|---|---|
| Pines testigo | Todos extruidos 2-3mm uniformemente | Uno o más no salieron, o asimetría marcada |
| Color del fitting | Negro uniforme (o amarillo si gas), sin cambios | Decoloración marrón/gris (sobrecalentamiento), quemaduras |
| Zona terminales eléctricos | Seca, sin material fundido escapando | PE fundido saliendo por terminales = sobrepresión excesiva |
| Tubería adyacente | Sin deformación visible, redonda | Ovalización, marcas de clamps excesivas, aplastamiento |
| Cuerpo del fitting | Integridad estructural, sin grietas | Fisuras, grietas, deformación excesiva |
| Alineación | Tubería y fitting coaxiales (sin ángulos) | Desviación angular visible (clamps se movieron) |
Acción ante defecto visual: Si se detecta cualquier señal de defecto ❌, la unión debe ser RECHAZADA y reemplazada. El fitting defectuoso se corta y desecha, se preparan nuevamente las superficies, y se repite el proceso con fitting nuevo.
Costo de rechazo: Perder 1 fitting (~$20k-100k CLP según DN) es económicamente preferible a dejar unión defectuosa que fallará en operación (costo falla = corte servicio + excavación emergencia + daños colaterales + reputación = $2M-50M CLP).
4. Prueba Hidrostática del Sistema
Cuándo se realiza: Después de completar todas las uniones del tramo, antes de enterrar tubería y poner en servicio.
Procedimiento estándar NCh ISO 4427:
- Llenar sistema con agua: Purgar todo el aire (válvulas en puntos altos).
- Presurizar a 1.5x presión de trabajo: Si sistema diseñado para PN 10 (10 bar), presurizar a 15 bar.
- Mantener presión 1 hora: Observar manómetro. Pérdida de presión >0.2 bar = fuga presente.
- Inspección visual bajo presión: Recorrer tramo buscando fugas en uniones (goteo, humedad).
- Registro: Documentar presión inicial, presión final, temperatura agua, resultado (aprobado/rechazado).
Interpretación:
- ✅ Aprobado: Caída de presión <0.2 bar en 1 hora = sistema hermético.
- ⚠️ Caída 0.2-0.5 bar: Posible fuga menor. Inspeccionar uniones bajo presión, buscar humedad. Re-presurizar para localizar.
- ❌ Caída >0.5 bar: Fuga significativa. Localizar y reparar antes de aprobar.
Corrección de temperatura: El polietileno se expande con calor. Si prueba se hace bajo sol directo (tubería a 40°C) y luego tubería se enfría (noche, 15°C), la contracción térmica causa pequeña caída de presión NO relacionada con fugas. Por eso se recomienda:
- Realizar prueba con temperatura estable (amanecer o atardecer)
- O aplicar factor de corrección según ΔT (tablas en NCh ISO 4427)
5. Inspección No Destructiva Avanzada (Proyectos Críticos)
Para aplicaciones críticas (gas natural alta presión, agua potable >DN 400, instalaciones submarinas, minería), se pueden emplear métodos de inspección no destructiva adicionales:
- Ultrasonido: Detecta vacíos, delaminaciones, fusión incompleta en interfaz tubería-fitting. Equipamiento costoso (~$8M-15M CLP), requiere operador certificado nivel II ASNT. Usado principalmente en petróleo/gas offshore.
- Radiografía (rayos X): Visualiza interior de unión. Muy costoso . Usado solo en aplicaciones ultra-críticas (centrales nucleares, plataformas offshore).
- Inspección por cámara interna (para DN >200mm): Insertar cámara robótica por interior tubería post-instalación, verificar cordones de fusión visualmente. Más accesible (~$2M-4M CLP equipo), útil en colectores mayores antes de puesta en servicio.
Uso en Chile: Inspección avanzada se aplica principalmente en proyectos Metrogas (gas natural), algunos proyectos mineros críticos, y obras de gran envergadura sanitaria (colectores matrices >DN 600mm). Para aplicaciones estándar urbanas/agrícolas, combinación de pines testigo + trazabilidad electrónica + prueba hidrostática es suficiente y costo-efectiva.
Cuándo NO Usar Electrofusión: Limitaciones y Alternativas
Aunque la electrofusión es versátil, existen situaciones donde NO es la opción técnica o económicamente óptima. Identificar estas limitaciones previene especificaciones incorrectas:
1. Diámetros Muy Grandes (DN >630mm)
Problema:
- Fittings electrofusión DN >630 escasamente disponibles (fabricación especial = lead time 3-6 meses)
- Costo fitting DN 800 coupler: $800k-1.2M CLP vs termofusión (solo energía) $5k-8k CLP
- Tiempo de fusión DN 800: 20-25 minutos + enfriamiento 60-90 minutos = 2 horas/unión vs termofusión 45-60 minutos total
Alternativa recomendada: Termofusión a tope para DN ≥630mm. Economía de escala favorece termofusión: máquina $12M-18M CLP amortiza rápido si proyecto tiene >30 uniones DN 630+.
2. Proyectos de Alto Volumen en Campo Abierto (>100 uniones)
Ejemplo: Instalación acueducto 15km DN 400, estimado 120 uniones.
Análisis costo electrofusión vs termofusión:
| Concepto | Electrofusión | Termofusión |
|---|---|---|
| Costo por unión (DN 400 coupler) | $150,000 CLP | $5,000 CLP (energía) |
| 120 uniones costo consumibles | $18,000,000 CLP | $600,000 CLP |
| Equipo necesario (compra) | $5,000,000 CLP | $12,000,000 CLP |
| Excavación (ancho zanja) | 40cm = $8M CLP | 90cm = $18M CLP |
| Mano de obra (días-hombre) | 30 días = $9M CLP | 20 días = $6M CLP |
| COSTO TOTAL PROYECTO | $40,000,000 CLP | $36,600,000 CLP |
Conclusión: Aunque electrofusión ahorra en excavación, costo de fittings ($18M) anula ese beneficio cuando hay >100 uniones. Termofusión es 9% más económica en este escenario.
Regla práctica:
- <50 uniones + espacio limitado: Electrofusión preferida
- 50-100 uniones + campo abierto: Evaluar caso por caso
- >100 uniones + campo abierto: Termofusión generalmente más económica
3. Tuberías Ovaladas o Deformadas
Problema: Electrofusión requiere que tubería mantenga redondez dentro de tolerancia ±3% del diámetro. Si tubería está ovalada (almacenamiento incorrecto, impacto, calor excesivo), el fitting NO hace contacto uniforme en toda la circunferencia.
Síntoma: Algunos pines testigo salen, otros no = fusión asimétrica. Zonas sin contacto = fugas futuras.
Solución:
- Prevención: Almacenar tubería PE horizontalmente sobre superficie plana, protegida de sol directo. No apilar >1.5m altura (peso aplasta tuberías inferiores).
- Corrección leve (ovalización <5%): Usar clamps re-redondeadores antes de insertar en fitting. Dejar 24h bajo clamp para que PE recupere forma.
- Ovalización severa (>5%): Descartar sección ovalada, cortar y usar tubería redonda. NO intentar fusionar tubería deformada.
Termofusión: Más tolerante a ovalización leve porque plancha calefactora refunde extremos creando superficie plana nueva. Ovalización moderada (5-8%) aún permite termofusión exitosa con preparación adecuada.
4. Espesores de Pared Extremos (SDR muy bajo)
Limitación: Fittings electrofusión no están disponibles para todos los SDR. Típicamente disponibles para:
- SDR 26, SDR 21, SDR 17 (PN 6, PN 8, PN 10) – ampliamente disponibles
- SDR 13.6, SDR 11 (PN 12.5, PN 16) – disponibles marcas principales
- SDR 9 (PN 20, pared muy gruesa) – disponibilidad limitada, lead time largo
Problema SDR 9: Pared muy gruesa dificulta fusión uniforme (calor no penetra uniformemente en espesor >30mm). Riesgo de fusión superficial correcta pero deficiente en profundidad.
Alternativa: Para PN >16 bar, preferir termofusión a tope que no tiene esta limitación de espesor.
5. Fittings Sin Código de Barras o de Procedencia Dudosa
Riesgo: Fittings “genéricos” económicos sin código de barras obligan a ingresar parámetros manualmente. Errores comunes:
- Voltaje incorrecto (operador confunde DN 110 con DN 160 = subfusión)
- Tiempo insuficiente (operador apurado reduce tiempo arbitrariamente)
- Sin trazabilidad (si hay fallo, imposible rastrear lote defectuoso)
⚠️ Recomendación AGRU: SOLO usar fittings de fabricantes reconocidos con código de barras: Georg Fischer, Wavin, Plasson, Polypipe, AGRU. Ahorrar 15-20% en fitting genérico no compensa riesgo de fallo (costo falla = $2M-50M CLP). El código de barras NO es “lujo”, es requisito de calidad básico.
Verificación en obra: Antes de aceptar entrega de fittings, verificar:
- ✅ Código de barras legible en cada fitting
- ✅ Logo fabricante impreso en cuerpo fitting
- ✅ Certificaciones impresas (ISO 13956, NSF 61 si agua potable)
- ✅ Etiqueta con especificaciones (DN, SDR, PN, material PE grado)
6. Proyectos con Múltiples Cambios de Dirección (Curvas)
Contexto: HDPE tiene excelente flexibilidad. Radio de curvatura mínimo = 25x diámetro exterior.
Ejemplo:
- DN 110 (diámetro exterior 110mm) puede curvarse con radio ≥2.75m SIN accesorios
- DN 250 (diámetro exterior 250mm) puede curvarse con radio ≥6.25m SIN accesorios
Implicación: Si trazado tiene curvas suaves, aprovechar flexibilidad natural del HDPE es más económico que usar codos electrofusión ($25k-75k CLP cada uno).
Usar codos electrofusión SOLO cuando:
- Espacio NO permite radio de curvatura mínimo (esquinas 90° en galería estrecha)
- Se requiere ángulo preciso por diseño (conexión a brida de equipo en orientación fija)
- Tubería embebida en concreto (no puede curvarse post-instalación)
Proyecto con 20+ curvas: Evaluar si diseño puede modificarse para aprovechar flexibilidad natural. Ahorro: eliminar 15 codos = $375k-1.1M CLP.
Tabla Resumen: Cuándo NO Usar Electrofusión
| Escenario | Por Qué NO Usar Electrofusión | Alternativa Recomendada |
|---|---|---|
| DN >630mm | Fittings escasos, muy caros ($800k-1.2M CLP), tiempo fusión excesivo | Termofusión a tope (económica, rápida para DN grandes) |
| >100 uniones en campo abierto | Costo acumulado fittings supera ahorro en excavación | Termofusión (menor costo por unión, economía de escala) |
| Tubería ovalada >5% | Fitting no hace contacto uniforme = fusión asimétrica | Cortar sección deformada, usar tubería redonda. Termofusión más tolerante si corrección no posible. |
| PN >16 bar (SDR <11) | Fittings SDR 9 escasos, fusión en espesor >30mm problemática | Termofusión a tope (sin limitación de espesor) |
| Fittings sin código de barras | Sin trazabilidad, alto riesgo error parámetros, calidad incierta | RECHAZAR. Usar solo fittings marca reconocida con código barras. |
| Trazado con curvas suaves (radio >25x DN) | Codos electrofusión innecesarios, PE curva naturalmente | Aprovechar flexibilidad natural HDPE (ahorro $25k-75k CLP/codo) |
| Proyecto <20 uniones con espacio disponible | No amortiza inversión equipo electrofusión ($3.8M CLP) | Contratar empresa externa o arrendar equipo por proyecto |
Normativas y Certificaciones en Chile
El uso de electrofusión en Chile está regulado por normativas técnicas que garantizan calidad, seguridad y trazabilidad. A continuación, marco normativo aplicable:
Normativas Chilenas para Tuberías HDPE y Electrofusión
| Norma | Aplicación | Requisitos Clave Electrofusión |
|---|---|---|
| NCh ISO 4427-1:2019 | Sistemas de tuberías PE para agua potable | PE 80 mínimo (PE 100 recomendado), PN ≥10 bar, NSF 61 obligatorio, trazabilidad impresa en tubería. Electrofusión reconocida como método aprobado. |
| NCh 2207:1991 | Tubos PE para alcantarillado (sanitario y pluvial) | Rigidez anular mínima SN2-SN8, resistencia H₂S, hermeticidad uniones. Electrofusión o termofusión obligatorias (no juntas elastoméricas). |
| NCh ISO 4437:2019 | Sistemas tuberías PE para gas natural y GLP | PE 100-RC OBLIGATORIO (no PE 100 estándar). Color amarillo líneas negras. Soldadores certificados SEC. Trazabilidad 100%. Fittings electrofusión deben ser PE 100-RC con certificado ISO 4437. |
| ISO 13956:2010 | Accesorios electrofusión PE para sistemas presión | Requisitos fabricación fittings: diseño resistencias embebidas, pines testigo, código barras con parámetros codificados, ensayos de resistencia. Certificación internacional reconocida en Chile. |
| NSF 61 | Componentes en contacto con agua potable (USA/internacional) | Pruebas toxicológicas sin migración sustancias. Obligatorio para tuberías y fittings en agua potable Chile. Certificado actualizado (<3 años). |
Certificación de Soldadores: Requisitos SEC para Gas
Superintendencia de Electricidad y Combustibles (SEC) regula instalaciones de gas en Chile. Para soldar tuberías de gas natural/GLP mediante electrofusión:
Requisito obligatorio: Soldador debe tener Certificación SEC Clase 3 o superior con endoso específico para electrofusión en PE 100-RC.
Cómo obtener certificación:
- Curso teórico-práctico: 40 horas (1 semana intensiva) impartido por organismo reconocido SEC. Cubre:
- Propiedades del PE 100-RC
- Procedimiento electrofusión paso a paso
- Normativas aplicables (NCh ISO 4437)
- Control de calidad y seguridad
- Examen práctico: Realizar 3 uniones electrofusión bajo supervisión evaluador SEC. Uniones se cortan y examinan para verificar fusión completa.
- Examen teórico: 30 preguntas sobre normativa, procedimientos, seguridad. Nota mínima: 70%.
- Emisión certificado: Si aprueba ambos exámenes, SEC emite certificado con foto, RUT, categoría, vigencia 5 años.
Costo certificación: $250,000-400,000 CLP (incluye curso + exámenes). Renovación cada 5 años: curso actualización (16 horas) + examen práctico.
Organismos certificadores reconocidos SEC:
- INACAP (varias sedes regionales)
- AIEP
- Cámara Chilena de la Construcción (capacitación gremial)
- Fabricantes (Georg Fischer, Plasson) ofrecen cursos reconocidos SEC
Certificación de Operadores: Agua Potable e Industrial
Para agua potable y aplicaciones industriales (no gas), NO existe certificación SEC obligatoria. Sin embargo:
Recomendación de empresas sanitarias y mandantes:
- Aguas Andinas, ESVAL, ESSBIO: Solicitan “certificado de capacitación” emitido por fabricante fitting o distribuidor autorizado. Típicamente curso 2 días (16 horas) teórico-práctico.
- Proyectos mineros: Requieren que operador haya realizado curso certificado y tenga respaldo documental (diploma con nombre, RUT, fecha, contenidos). Auditorías ISO 9001 verifican competencia personal.
- Proyectos BID/Banco Mundial: Exigen certificación internacional reconocida (ejemplo: certificado Georg Fischer o Rothenberger con estándar DVS 2207 alemán).
Costo capacitación agua/industria: $80,000-150,000 CLP por persona (curso 2 días + materiales + certificado). AGRU Chile ofrece capacitaciones en sus instalaciones o in-company para grupos.
Documentación Obligatoria en Proyectos
Para aprobar recepción final de obra con electrofusión, el contratista debe entregar:
| Documento | Contenido Mínimo |
|---|---|
| Certificados de materiales | Tuberías: Certificado NCh ISO 4427 o 4437, NSF 61 si agua. Fittings: ISO 13956, mismo grado PE que tubería, código barras legible. |
| Certificación soldadores | Copia certificado SEC (si gas) o capacitación fabricante (agua/industria). Debe estar vigente durante ejecución obra. |
| Registros de fusión | Exportación datos de máquina electrofusión: fecha/hora cada unión, código barras fitting, parámetros aplicados (voltaje, tiempo, temp ambiente), resultado (OK/Error), operador. |
| Reporte prueba hidrostática | Presión inicial, presión final, duración (1 hora mínimo), temperatura agua, resultado (aprobado/rechazado), firma ingeniero residente. |
| Planos as-built | Ubicación real de uniones (coordenadas GPS si posible), profundidad enterramiento, diámetros, accesorios instalados. |
| Fotografías | Pines testigo extruidos visible en muestra uniones (mínimo 10% del total o según especificación mandante). Fecha/hora/ubicación en metadata foto. |
Rechazo de obra por documentación incompleta: Inspector puede rechazar recepción aunque sistema funcione correctamente si falta trazabilidad documental. Completar retroactivamente es imposible (fechas, códigos barras ya perdidos). Importancia de registro riguroso desde día 1.
Conclusión: Electrofusión como Herramienta Estratégica
La electrofusión es un método de soldadura para tuberías HDPE que ofrece ventajas únicas en contextos donde la termofusión a tope resulta impráctica o económicamente inviable. Su capacidad de operar en espacios confinados (zanjas 30-40cm, galerías estrechas, instalaciones interiores), portabilidad del equipamiento (8-15kg vs 50-200kg termofusión), y versatilidad de accesorios (tees, saddles, codos, adaptadores) la convierten en la tecnología preferida para:
- Reparaciones urbanas de emergencia donde tiempo de restitución de servicio es crítico y excavaciones amplias son impracticables
- Ramales y derivaciones en redes de distribución de agua potable, gas natural, y sistemas industriales
- Instalaciones mineras en galerías de proceso, pipe racks elevados, y espacios con acceso restringido
- Agricultura tecnificada donde flexibilidad de reconfiguración anual y tapping sin detener riego son ventajas competitivas
- Conexiones domiciliarias y acometidas en gas y agua donde saddles electrofusión permiten agregar servicios sin interrumpir matrices
Sin embargo, es crucial reconocer que electrofusión NO es la solución universal. Para proyectos de alto volumen (>100 uniones) en campo abierto con diámetros grandes (DN >400mm), la termofusión a tope ofrece mejor economía por unión. La selección correcta del método de unión requiere análisis caso por caso considerando: cantidad de uniones, diámetros, espacio disponible, necesidad de ramales, urgencia temporal, y presupuesto total del proyecto.
La calidad de una unión por electrofusión depende críticamente del cumplimiento riguroso del procedimiento: raspado completo de la capa oxidada (60% de los fallos se deben a preparación deficiente), enfriamiento completo sin movimiento prematuro (25% de fallos), y uso de fittings de marca reconocida con código de barras para trazabilidad y parámetros automáticos. La inversión en capacitación de operadores ($80k-250k CLP por persona) y equipamiento de calidad ($3M-6M CLP setup básico) se amortiza rápidamente cuando se compara con el costo de una falla en operación (corte de servicio + excavación emergencia + daños colaterales = $2M-50M CLP).
En el contexto chileno, la electrofusión ha demostrado ser especialmente valiosa debido a:
- Alta sismicidad: Necesidad de reparaciones rápidas post-terremoto (sistema portátil 12kg vs máquina termofusión 150kg que requiere grúa en zona con calles dañadas)
- Geografía extrema: Desde desierto Atacama hasta región Austral, trabajos en ubicaciones remotas donde portabilidad es ventaja crítica
- Infraestructura urbana densa: Santiago, Valparaíso, Concepción tienen servicios subterráneos múltiples en calles estrechas = electrofusión única opción viable
- Minería de clase mundial: 28% producción cobre global requiere sistemas de tuberías en espacios confinados de plantas concentradoras operando 24/7
Para empresas evaluando si invertir en capacidad propia de electrofusión vs contratar servicios externos, el punto de equilibrio típicamente ocurre en 150-320 uniones (dependiendo de diámetros). Contratistas especializados, empresas sanitarias municipales, y operaciones mineras/agrícolas con >200 uniones/año deben considerar la electrofusión como competencia técnica estratégica interna. Proyectos puntuales <50 uniones son más económicamente atendidos contratando empresas certificadas o arrendando equipamiento por período específico.
Finalmente, es fundamental mantenerse actualizado en normativas chilenas (NCh ISO 4427 agua, NCh ISO 4437 gas con PE 100-RC obligatorio, NCh 2207 alcantarillado) y exigir trazabilidad completa: certificados de materiales, capacitación de operadores, registros electrónicos de cada fusión, pruebas hidrostáticas documentadas. Esta documentación no es burocracia innecesaria; es la única forma de garantizar calidad a largo plazo y defenderse ante eventuales reclamaciones o auditorías.
Próximos Pasos Recomendados
Si estás considerando implementar electrofusión en tu organización o proyecto:
- Evalúa viabilidad técnica: ¿Tus proyectos tienen restricciones de espacio, necesitan ramales, o requieren reparaciones frecuentes? Si sí, electrofusión es candidata fuerte.
- Calcula punto de equilibrio: Estima cantidad de uniones anuales. Si >200/año, inversión en equipo propio se amortiza en 12-18 meses. Si <100/año, evaluar arriendo o servicios externos.
- Capacita personal: Inversión en capacitación formal (curso 2 días agua/industria $80k-150k CLP por persona, curso 1 semana gas SEC $250k-400k) es crítica para calidad y cumplimiento normativo.
- Especifica materiales correctos: PE 100 para agua/industria, PE 100-RC obligatorio para gas. Fittings con código de barras de marca reconocida (Georg Fischer, Wavin, Plasson, AGRU). NO ahorrar en accesorios genéricos sin trazabilidad.
- Documenta rigurosamente: Configurar desde día 1 sistema de registro: exportación datos máquina electrofusión post-cada turno, fotografías pines testigo muestra representativa, certificados materiales archivados, pruebas hidrostáticas con firma ingeniero.
- Compara con termofusión objetivamente: No asumir automáticamente que electrofusión es superior o inferior. Cada proyecto requiere análisis: espacio, volumen uniones, diámetros, presupuesto. A veces combinar ambos métodos en mismo proyecto es óptimo.
¿Listo Para Implementar Electrofusión en Su Proyecto?
AGRU Chile tiene 75 años de experiencia europea en termoplásticos de ingeniería, stock permanente de tuberías PE 100 y PE 100-RC DN 20-630, accesorios de electrofusión certificados ISO 13956, y equipo técnico local para asesoría gratuita, capacitación de operadores, y soporte en especificación de proyectos.
Contacto: +56 2 2294 93 910 | info@agru.cl | Santiago, Chile
Horario atención: Lunes a Viernes 8:30-17:30 hrs
📋 Nota técnica: La información presentada se basa en datos técnicos AGRU, normativas chilenas vigentes, y estándares internacionales ISO actualizados a enero 2026. Las especificaciones, precios, y disponibilidades pueden variar. Para proyectos críticos, siempre consulte con ingeniería AGRU para verificación de parámetros de diseño, compatibilidad química, y selección de materiales. AGRU no asume responsabilidad por especificaciones realizadas sin consultoría técnica previa. Los valores monetarios son aproximaciones referenciales 2025-2026 y no constituyen cotización formal.